Need specific metal shapes for your product but finding stock options limiting? I understand how frustrating it is when standard components don’t meet unique design requirements.
From my experience manufacturing custom components, extruded aluminum parts are defined by their consistent cross-sectional shape, created by pushing heated aluminum through a specialized die. We produce these parts for countless applications.
This manufacturing method is incredibly versatile and cost-effective for the right designs. But what exactly makes a part an “extrusion”? How does the manufacturing process work? What key advantages do these components offer, and what gives aluminum its well-known resistance to corrosion? Let’s examine these points.
What exactly are extruded aluminum parts defined as?
You hear terms like extrusions, profiles, and shapes. But what specifically defines extruded aluminum parts compared to parts made other ways, like casting or machining?
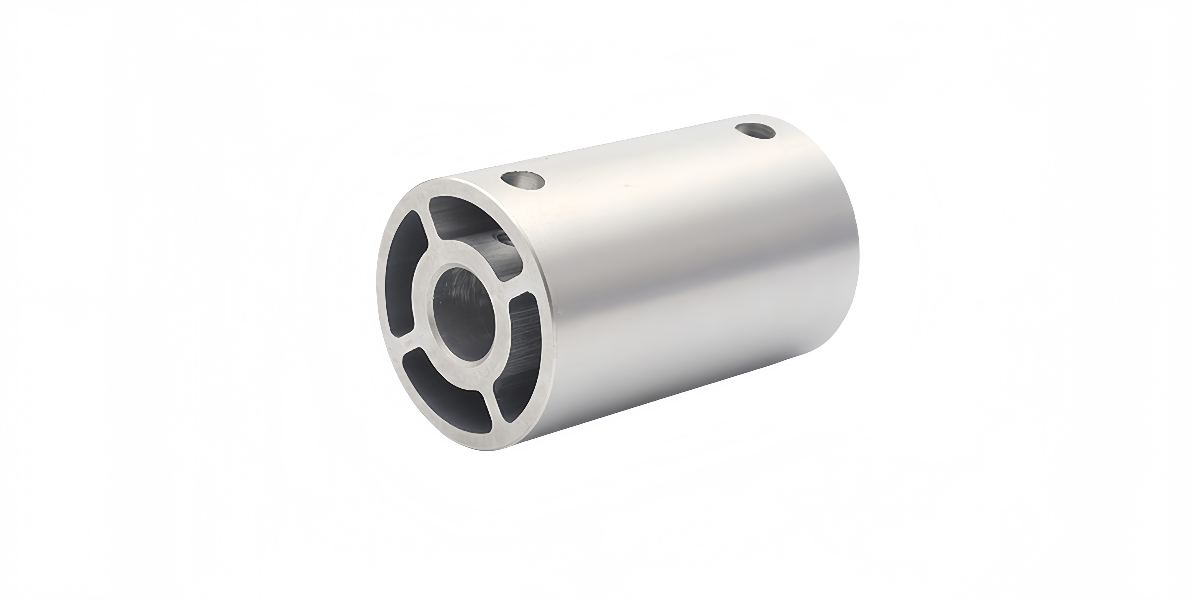
In my manufacturing business, extruded aluminum parts are components formed by forcing a heated aluminum billet through a die shaped like the desired cross-section. This process creates linear parts with a uniform profile along their entire length.
The defining characteristic of extruded aluminum parts lies entirely in their manufacturing method and the resulting geometry. They begin as a solid cylinder of aluminum alloy (a billet) which is heated until malleable. This hot, soft aluminum is then forced under immense pressure through a hardened steel die. The die has an opening cut into it that precisely matches the desired cross-sectional shape of the final part.
As the aluminum is pushed through this opening, it takes on the shape of the die, emerging as a long piece with that specific profile consistently maintained along its entire length. This long piece is then cooled, straightened, and cut to the required lengths to create the individual parts.
Key Defining Features:
Uniform Cross-Section: This is the absolute identifier. If you cut the part anywhere along its length, the cross-sectional shape will be the same. This contrasts with cast or machined parts, which can have varying shapes in three dimensions.
Linear Form: Extrusions are inherently linear products created in long lengths before being cut down.
Material: Made from specific aluminum alloys chosen for their extrudability, strength, and other required properties (e.g., 6063, 6061).
Die Lines (Subtle): Sometimes, very faint lines running parallel to the extrusion direction might be visible on the surface, indicating the direction of material flow through the die.
What They Are Not:
It’s helpful to distinguish extruded aluminum parts from components made by other methods:
Cast Parts: Formed by pouring molten aluminum into a mold. Can have complex 3D shapes but lack the uniform cross-section of extrusions and may have different material properties (porosity).
Machined Parts: Cut from solid blocks or plates using CNC machines. Can have extremely complex 3D shapes and high precision but lack the consistent profile over length typical of extrusions and usually involve more material waste.
Stamped Parts: Formed from thin aluminum sheets using stamping dies. Limited to sheet metal forms.
This table summarizes the definition:
Feature
Extruded Aluminum Parts
Non-Extruded Parts (Examples)
Manufacturing
Uniform along the entire length
Casting, Machining, Stamping, Forging
Cross-Section
Uniform along entire length
Can vary (Casting, Machining)
Form
Primarily linear (before cutting/bending)
Can be complex 3D shapes
Typical Shapes
Profiles, channels, angles, tubes, solids
Engine blocks, complex housings
Tooling
Extrusion Die
Mold (Casting), Cutting Tools (Machining)
Essentially, if a part has the same shape when you look at either end, and that shape runs consistently along its length, it is very likely one of the many extruded aluminum parts used in industry today.
How are extruded aluminum parts typically manufactured?
Knowing what they are is one thing, but how does that uniform shape actually get created from a solid block of metal? Understanding the process helps appreciate the possibilities.
As a manufacturer of extruded aluminum parts, we follow a precise process: heating an aluminum billet, forcing it through a custom-shaped steel die using a powerful hydraulic press, cooling the resulting profile, stretching it straight, and cutting it to length.
The manufacturing of extruded aluminum parts relies on the aluminum extrusion process, a highly efficient method for producing linear components with constant cross-sections. It’s a well-established industrial technique involving several carefully controlled steps:
Step 1: Die Design and Creation
Blueprint: The process starts with designing the extrusion die. This is a critical step, usually done using CAD software. The die is typically made from high-strength tool steel (like H13).
Machining the Opening: An opening, precisely matching the negative shape of the desired final profile, is machined into the die block. This requires expert knowledge of metal flow and die design principles to ensure the aluminum fills the profile correctly. Complex profiles might require intricate multi-part dies (e.g., porthole dies for hollow shapes). An opening, precisely matching the negative shape of the
Step 2: Billet Preparation and Heating
Material Selection: A solid, cylindrical log of the chosen aluminum alloy (e.g., 6063, 6061) called a billet is selected. Billet quality is important for consistent results.
Heating: The billet is cut to a suitable length and heated uniformly in a large furnace (induction or gas-fired) to a specific temperature range, typically between 400°C and 500°C (750°F – 930°F). The exact temperature depends on the alloy and makes the aluminum soft and malleable, but not molten. The billet is cut to a suitable length and heated uniformly in a large furnace (induction or gas-fired) to a specific t
Step 3: Extrusion Process
Loading: The heated billet is quickly transferred to the container of a powerful hydraulic extrusion press, located just behind the die. A release agent may be applied.
Applying Pressure: A hydraulic ram applies immense pressure (hundreds or thousands of tons) to the back of the billet.
Forcing Through Die: This pressure forces the softened aluminum to squeeze through the shaped opening in the die, taking on its profile shape like toothpaste being squeezed from a tube.
Emerging Profile: The aluminum emerges from the other side of the die as a long, continuous piece with the desired cross-section. Extrusion speed is carefully controlled.
Step 4: Cooling (Quenching)
Rapid Cooling: As the hot extrusion exits the die, it is rapidly cooled using air, water sprays, or a water bath. This process, known as quenching, is crucial for achieving the desired metallurgical properties (temper, strength) of the aluminum alloy. The cooling rate is critical for specific tempers like T5 or T6.
Step 5: Stretching and Straightening
Correction: The long, cooled profile might have slight twists or bows. It is gripped at both ends by a stretcher and pulled slightly (a small percentage of elongation). The long, cooled profile might have slight twists or bows. It is gripped at both ends by a stretcher and pulled slightly (
Result: This stretching action straightens the profile accurately and helps relieve internal stresses built up during extrusion and quenching.
Step 6: Cutting to Length
Final Sizing: The long, straight profile is transferred to a finishing saw where it is cut into the precise final lengths specified by the customer order, creating the individual extruded aluminum parts.
Step 7: Aging (Heat Treatment – Optional)
Temper Development: For certain tempers (like T5, T6), the cut parts undergo a final heat treatment called aging (or precipitation hardening). They are held in an oven at a specific temperature (e.g., 170-190°C) for several hours. This process allows alloying elements to precipitate within the metal structure, significantly increasing the strength and hardness of the final extruded aluminum parts.
This carefully orchestrated sequence allows for the efficient, high-volume production of This carefully orchestrated sequence allows extruded aluminum parts with consistent dimensions and properties.
What advantages do extruded aluminum parts provide users?
Why should I consider using extruded aluminum parts in my design instead of steel, plastic, or aluminum parts made differently? What makes them beneficial?
From my perspective supplying these components, the key advantages users gain from extruded aluminum parts are an excellent strength-to-weight ratio, inherent corrosion resistance, design flexibility for complex profiles, and significant cost-effectiveness for suitable designs produced in volume.
Using extruded aluminum parts in product design and manufacturing offers a compelling combination of material properties and process benefits. These advantages make them a preferred choice across a wide range of industries and applications.
Key Advantages:
Excellent Strength-to-Weight Ratio:
Aluminum is roughly one-third the density of steel but can achieve high strength through alloying and tempering. This results in extruded aluminum parts that are strong yet significantly lighter than steel counterparts, crucial for applications in transportation (automotive, aerospace, rail), portable equipment, and structures where minimizing weight is beneficial for performance, fuel efficiency, or ease of handling.
Inherent Corrosion Resistance:
Aluminum naturally forms a thin, tough, transparent layer of aluminum oxide on its surface upon exposure to air. This passive oxide layer protects the underlying metal from further oxidation and many types of corrosion. This makes extruded aluminum parts durable in various environments without needing heavy coatings (though finishes like anodizing can enhance this protection further).
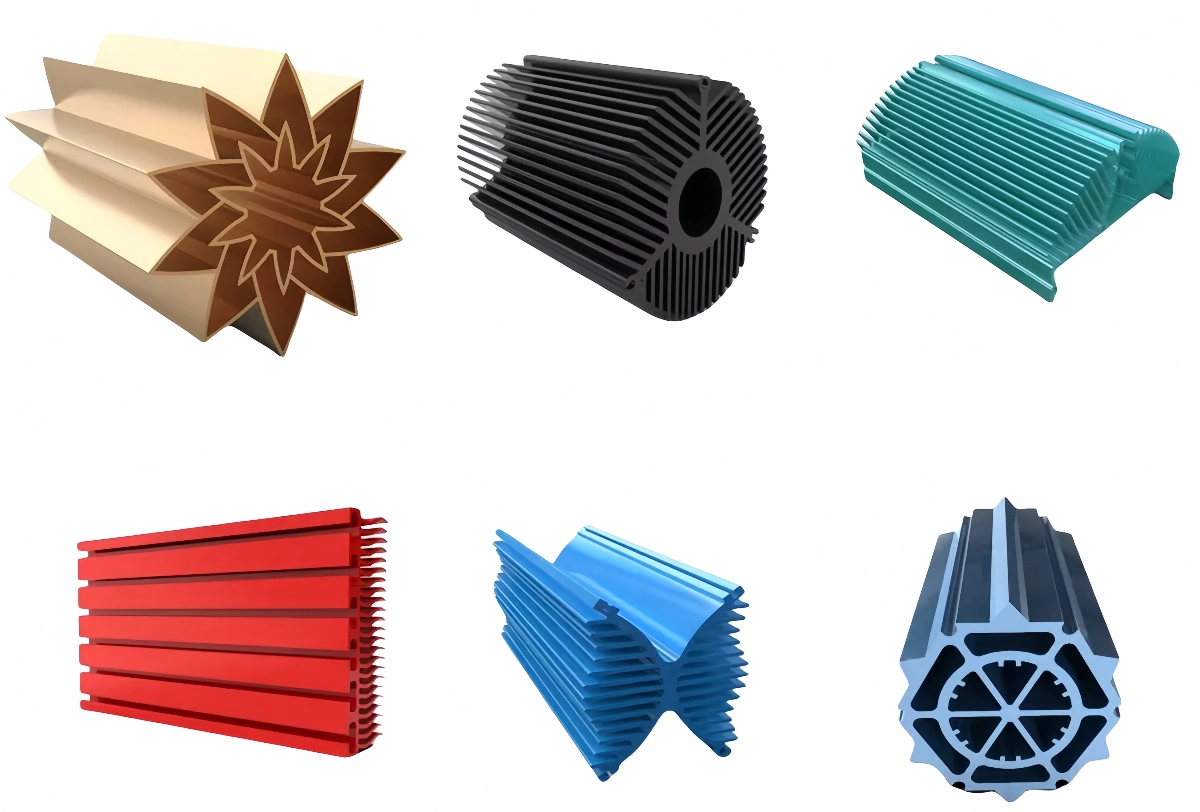
Design Flexibility (Complex Profiles):
The extrusion process allows for the creation of very intricate and complex cross-sectional shapes that would be difficult or costly to produce by machining or assembly. Designers can integrate multiple functions into a single profile (e.g., channels for wiring, slots for assembly, heat sink fins, structural ribs). This ability to create custom profiles opens up vast design possibilities.
Cost-Effectiveness (Tooling and Volume):
While there is an initial investment in an extrusion die, this cost is often significantly lower than molds for die casting or injection molding.
Once the die is made, the extrusion process itself is highly efficient and capable of high production rates, leading to a low per-part cost for medium-to-high volume runs. This makes extruded aluminum parts very economical and suitable for design.
Good Thermal and Electrical Conductivity:
Aluminum is an excellent conductor of heat and electricity (though less than copper). This makes extruded aluminum parts ideal for applications like heat sinks, busbars, electrical enclosures, and LED lighting components.
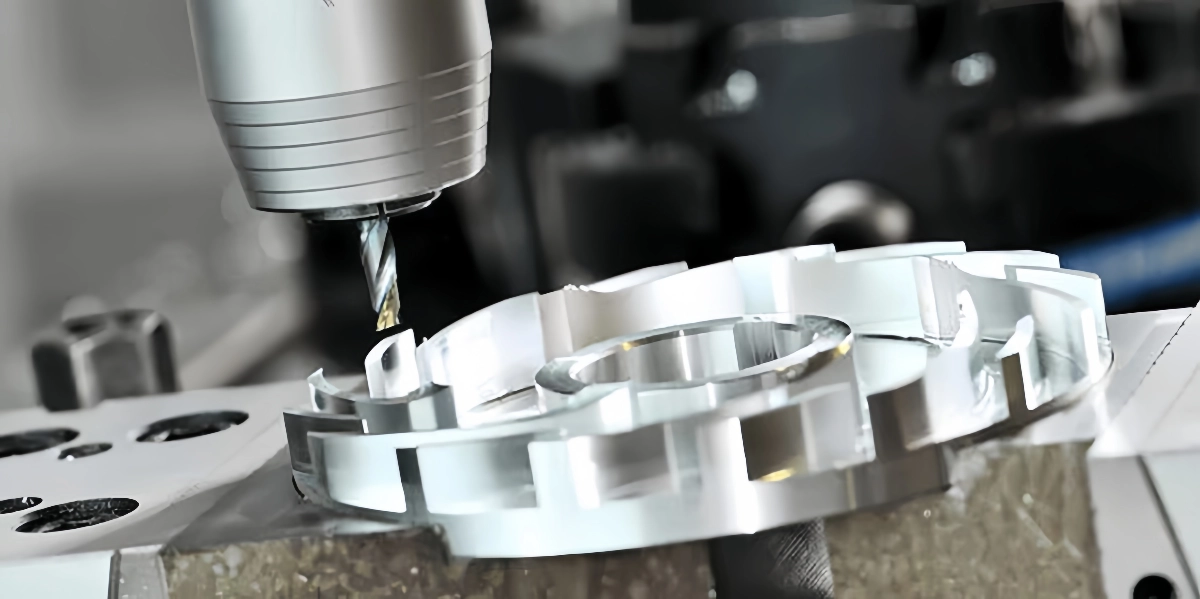
Ease of Fabrication and Machining:
Aluminum is generally easy to cut, drill, tap, punch, and machine. This means Aluminum is generally easy to cut, drill, tap, punch, and machine. This means extruded aluminum parts can readily undergo secondary operations to add features not possible through extrusion alone. They are also easily weldable (using appropriate techniques and alloys).
Aesthetics and Finishing Options:
Extrusions can achieve good surface finishes directly from the die. They are also highly receptive to a wide range of finishes, including anodizing (clear or colored), powder coating, painting, and mechanical finishes (polishing, brushing), allowing for diverse aesthetic appearances.
Recyclability:
Aluminum is highly recyclable without loss of quality, requiring only a fraction of the energy needed to produce primary aluminum. Using extruded aluminum parts contributes to more sustainable product designs.
This table summarizes the core benefits:
Advantage
Description
Key User Benefit
Strength-to-Weight Ratio
High strength relative to low density.
Lighter products, improved performance/efficiency
Corrosion Resistance
Natural protective oxide layer.
Durability, low maintenance, suitable for outdoors
Design Flexibility
Ability to create complex, integrated cross-sectional shapes.
Optimized designs, reduced part count, unique shapes
Cost-Effectiveness
Lower tooling cost (vs. casting), low unit cost in volume.
Economical production for suitable volumes/designs
Readily accepts anodizing, painting, powder coating, polishing etc.
Enhanced protection, wide aesthetic choices
Recyclability
Highly recyclable without quality loss.
Environmental sustainability
These combined advantages make extruded aluminum parts a versatile and valuable option for engineers and designers across many industries.
What makes extruded aluminum parts corrosion-resistant?
Aluminum is known for lasting a long time, even outdoors. What gives extruded aluminum parts their natural ability to resist rust and corrosion that affects steel?
From my understanding of materials, extruded aluminum parts resist corrosion because aluminum instantly reacts with oxygen in the air to form a very thin, tough, transparent, and non-reactive layer of aluminum oxide (Al₂O₃) on the surface. This passive layer seals the metal from further attack.
The excellent corrosion resistance of extruded aluminum parts is one of their most significant advantages, enabling their use in harsh environments where steel or other metals would quickly degrade. This resistance isn’t due to aluminum being inert; rather, it’s due to a phenomenon called passivation.
The Protective Oxide Layer (Al₂O₃)
Instant Formation: As soon as a fresh aluminum surface is exposed to oxygen (even the small amount in normal air or moisture), it rapidly reacts to form a very thin, typically only a few nanometers thick, layer of aluminum oxide (Al₂O₃, also known as alumina).
Properties of the Oxide Layer: This naturally formed oxide layer is:
Chemically Stable: Aluminum oxide is very stable and non-reactive in many common environments. It doesn’t easily break down or react further.
Adherent and Tough: It bonds strongly to the underlying aluminum metal.
Impermeable: It acts as a barrier, preventing oxygen, water, and other corrosive agents from reaching the reactive aluminum metal underneath.
Self-Healing: If the surface is scratched, exposing fresh aluminum, a new protective oxide layer forms almost instantly, repairing the barrier as long as oxygen is present.
Transparency: The naturally formed layer is so thin it’s essentially transparent, meaning it doesn’t typically alter the metallic appearance of the aluminum part unless it grows thicker under specific conditions or treatments.
How it Compares to Steel Rusting
This passivation process is fundamentally different from the rusting of iron or steel. When iron rusts, it forms iron oxides (rust) which are porous, flaky and do not adhere well. Rust actually allows moisture and oxygen to continue reaching the underlying iron, leading to progressive and often destructive corrosion. Aluminum oxide, in contrast, forms a stable, non-porous, protective seal.
Factors Affecting Aluminum Corrosion Resistance
While generally excellent, the corrosion resistance of extruded aluminum parts can be influenced by:
Alloy Composition: Certain alloying elements can slightly affect corrosion resistance.
Pure Aluminum (1xxx series): Highest resistance.
Al-Mg alloys (5xxx series): Excellent resistance, especially in marine environments.
Al-Mg-Si alloys (6xxx series, like 6063, 6061): Very good general corrosion resistance.
Al-Cu alloys (2xxx series) & Al-Zn alloys (7xxx series): Lower resistance, often requiring protective coatings like cladding or anodizing.
Environment: While resistant to atmospheric corrosion, aluminum can be attacked by certain chemicals, particularly strong acids and alkalis (high or low pH environments). Galvanic corrosion can also occur if aluminum is in direct contact with a more noble metal (like copper or stainless steel) in the presence of an electrolyte (like saltwater). While resistant to atmospheric corrosion, aluminum can be attacked by certain chemicals, par
Surface Finish: Treatments like anodizing significantly enhance corrosion resistance by creating a much thicker, more controlled oxide layer. Painting and powder coating provides a barrier layer.
Enhancing Corrosion Resistance
For applications demanding even higher durability:
Anodizing: Creates a controlled, much thicker (microns thick) oxide layer, significantly boosting corrosion and wear resistance.
Powder Coating / Painting: Provides a decorative and protective barrier coating.
Chromate / Non-Chrome Conversion Coatings: Thin chemical coatings are used for protection or as a pre-treatment for paint/powder.
This table summarizes the corrosion mechanism:
Feature
Aluminum Passivation
Steel Rusting
Reaction Product
Aluminum Oxide (Al₂O₃)
Iron Oxides (Fe₂O₃·nH₂O, etc.)
Layer Property
Thin, Tough, Adherent, Impermeable, Stable
Porous, Flaky, Non-adherent, Unstable
Protection Level
High (Seals metal from environment)
Low (Allows continued corrosion)
Self-Healing
Yes (Re-forms instantly if scratched in air)
No (Rust continues to form and flake off)
This inherent ability to form a stable, self-healing oxide layer is the primary reason why This inherent ability to form a stable, self-healing oxide layer is the extruded aluminum parts offer excellent corrosion resistance in many typical applications.
Conclusion
Extruded aluminum parts, defined by their uniform profile from die shaping, offer advantages like strength-to-weight ratio and design flexibility. Manufacturing involves heating, extrusion, cooling, and cutting. Their natural corrosion resistance comes from a protective, self-healing oxide layer.