Need specific metal shapes for your products but unsure about materials? Choosing the wrong profile leads to problems. From my work at ALUT, I know aluminum alloy profiles offer great versatility if understood correctly.
I see aluminum alloy profiles as engineered aluminum shapes. We add elements like silicon or magnesium to pure aluminum. This enhances properties like strength or corrosion resistance, making the profiles suitable for demanding applications where pure aluminum wouldn’t suffice.
These profiles are everywhere, but how are they made? What types are available, and where do they work best? Understanding these basics helps you, as a purchasing manager, specify the right aluminum alloy profiles for your needs and communicate effectively with suppliers like us in China or Vietnam.
How are aluminum alloy profiles typically manufactured?
Ever wonder how those intricate aluminum alloy profiles get their specific shapes? Knowing the manufacturing process helps you appreciate quality control needs and potential production challenges, avoiding supplier issues.
From my factory perspective, the most common way we manufacture aluminum alloy profiles is through extrusion. We push a heated billet of aluminum alloy through a shaped steel die. This process efficiently creates long, continuous profiles with a consistent cross-section.
The extrusion process is dominant for creating aluminum alloy profiles, especially for custom or complex shapes. It’s a highly efficient method for producing parts with constant cross-sections. Let’s break down the key steps involved in this common manufacturing technique.
Step 1: Preparing the Billet and Die
The process begins with a solid log of aluminum alloy, known as a billet. The specific alloy composition (like 6061 or 6063) is chosen based on the required final properties.
Billet Heating: The billet is heated in an induction furnace or oven to a precise temperature. This temperature varies depending on the alloy, typically between 375°C and 500°C (700°F and 930°F). The goal is to make the aluminum soft and malleable, but not liquid. Incorrect temperature control can lead to poor surface finish or inconsistent properties – a key area where experienced suppliers excel.
Die Preparation: Simultaneously, the extrusion die must be ready. This is a hardened steel disc with an opening machined to the exact cross-sectional shape of the desired profile. For hollow aluminum alloy profiles, the die is more complex, often involving multiple parts (mandrels and bridges). The die is usually preheated to facilitate metal flow and reduce thermal shock.
Step 2: The Extrusion Cycle
Loading: The heated billet is transferred to the extrusion press and placed in the container. A lubricant might be applied.
Pressure Application: A hydraulic ram applies immense pressure (hundreds or thousands of tons) to the back of the billet. This forces the softened aluminum alloy to flow through the die opening.
Profile Emergence: As the aluminum alloy is pushed through the die, it takes on the precise shape of the die opening. The continuous length of the shaped aluminum alloy profiles emerges from the other side of the die. Extrusion speed is carefully controlled.
Step 3: Cooling and Handling
Quenching: The hot extruded profile moves onto a run-out table. It needs to be cooled quickly to preserve the metallurgical properties developed during heating and extrusion, especially for heat-treatable alloys. This cooling, or quenching, is often done using forced air, a water spray, or a water bath. The cooling rate is critical for achieving the desired final temperature (strength and hardness).
Transfer: Once cool enough to handle, the long profiles are moved to a cooling table.
Step 4: Stretching and Cutting
Stretching: The cooled aluminum alloy profiles are mechanically gripped at both ends by a stretcher. Controlled tension is applied. This process straightens the profiles, corrects minor twists or warps, and aligns the internal grain structure (work hardening), which improves strength and dimensional stability.
Sawing: After stretching, the straightened profiles are transferred to a saw table. They are cut to the final, specified lengths required by the customer’s order. Accurate sawing is important for parts that need to fit precisely during assembly.
Step 5: Aging (Heat Treatment)
For many common aluminum alloy profiles (like those from the 6xxx series), a final heat treatment step called aging is required to achieve full strength (e.g., T5 or T6 temper). The cut profiles are placed in large aging ovens and held at a specific temperature for a predetermined time. This process precipitates the alloying elements within the aluminum structure, significantly increasing hardness and strength.
Understanding these manufacturing steps highlights the importance of process control for ensuring the quality and consistency of the aluminum alloy profiles you purchase.
What common types of aluminum alloy profiles exist?
Are you faced with choosing the right shape for your project among countless aluminum alloy profiles? Knowing the common types helps you communicate your needs clearly to suppliers and select appropriate standard or custom options.
From the thousands of dies we manage at ALUT, I see common aluminum alloy profiles falling into two main groups: standard shapes (like angles, channels, tubes, T-sections, I-beams) available widely, and custom profiles designed for specific functions or unique product requirements.
Aluminum alloy profiles come in a huge variety of shapes and sizes, designed to meet diverse structural and functional needs. We can broadly categorize them into standard shapes and custom designs.
Standard Aluminum Alloy Profiles
These are common geometric shapes available “off-the-shelf” from many distributors or produced using standard industry dies. They form the building blocks for many applications.
Angles: L-shaped profiles, available in equal or unequal leg lengths. Used for brackets, frames, structural supports, trim.
Channels: U-shaped profiles with two parallel flanges connected by a web. Used for frames, tracks, structural bracing, supports.
Tubes (Round, Square, Rectangular): Hollow profiles used extensively for structural frames, railings, conduits, fluid transport, and furniture.
Beams (I-Beams, H-Beams): Profiles with an I or H cross-section, designed for high bending strength-to-weight ratios. Used in structural applications like frameworks and supports.
T-Sections: T-shaped profiles used for joining, stiffening, or as trim.
Z-Sections: Z-shaped profiles used for purlins, frames, and supports.
Flat Bars / Strips: Solid rectangular profiles used for brackets, supports, joining plates, conductors.
Rods (Round, Square, Hexagonal): Solid profiles often used as raw material for machining or for fasteners, shafts, and decorative elements.
This table summarizes some standard shapes:
Profile Type
Common Shape Description
Typical Uses
Angle
L-Shape
Brackets, Frames, Trim, Supports
Channel
U-Shape
Frames, Tracks, Bracing, Supports
Tube (Round/Sq/Rect)
Hollow Shape
Structures, Railings, Conduits, Furniture
Beam (I/H)
I-Shape or H-Shape
Structural Frameworks, Supports
T-Section
T-Shape
Joining, Stiffening, Trim
Flat Bar
Solid Rectangle
Brackets, Plates, Conductors
Rod (Round/Sq/Hex)
Solid Circle/Square/Hex
Machining Stock, Fasteners, Shafts
Custom Aluminum Alloy Profiles
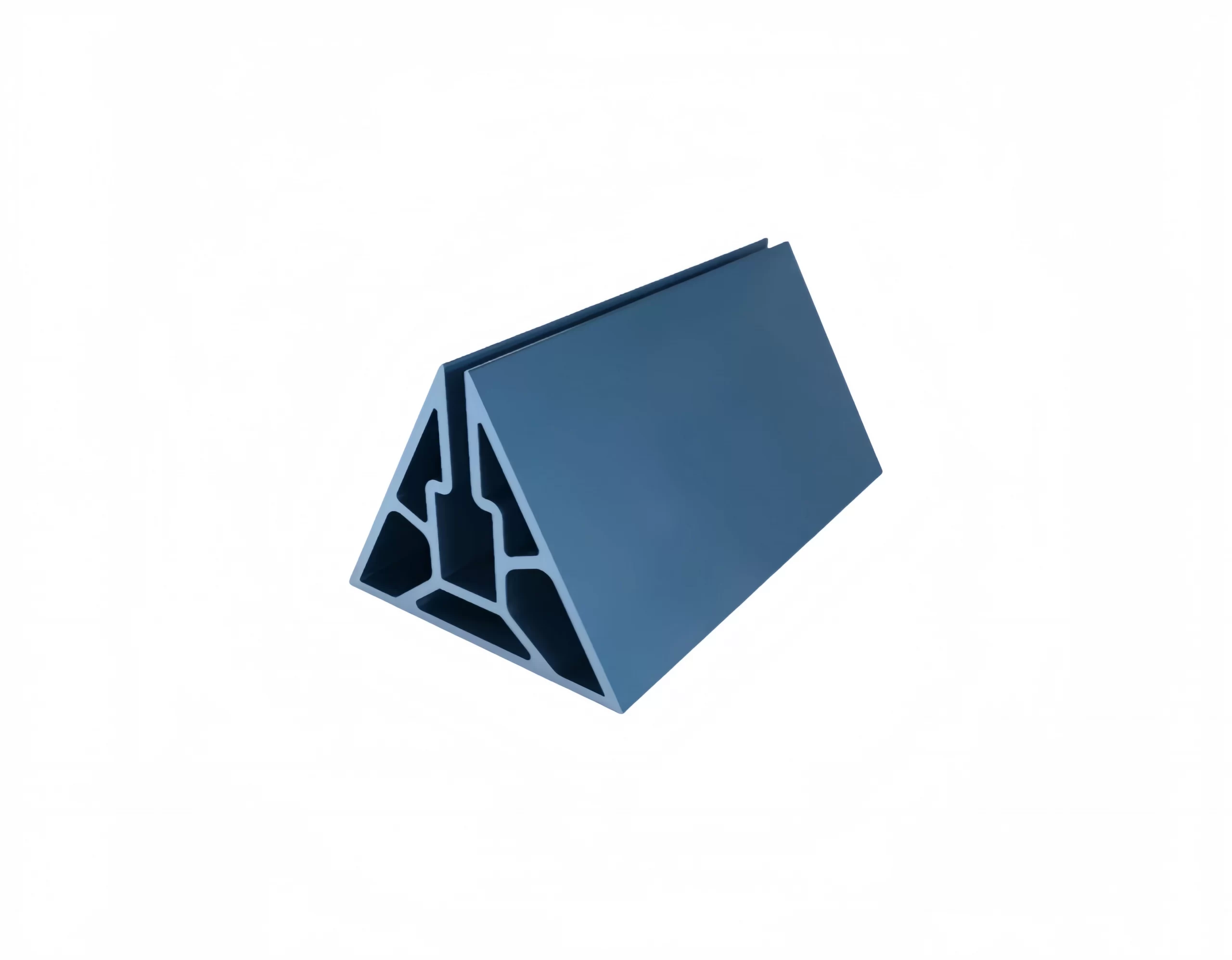
This is where the versatility of the extrusion process truly shines. Aluminum alloy profiles can be designed and manufactured with unique, complex cross-sections tailored to specific functional requirements.
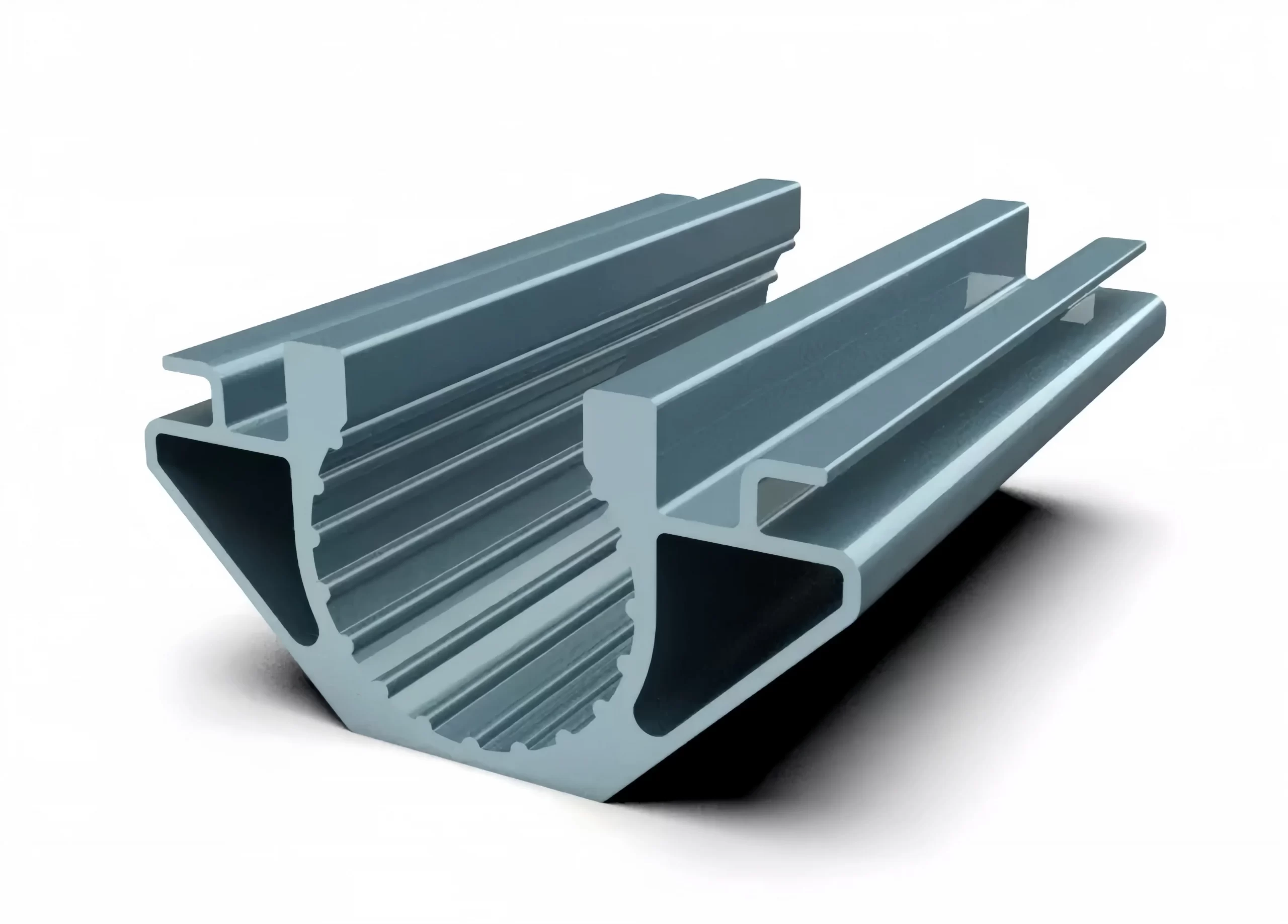
Integrated Features: Custom profiles can incorporate features like screw bosses, snap-fit joints, T-slots for mounting components, heat sink fins, hinges, or channels for wiring directly into the profile design.
Application-Specific Shapes: Examples include specialized window and door frame components, automotive trim pieces, electronic enclosures with integrated heat sinks, LED lighting housings, frames for solar panels, components for medical devices, and parts for industrial machinery.
Design Freedom: Engineers can design multi-functional parts, reducing the need for assembly of multiple components, lowering weight, and potentially reducing overall product cost.
Working with a supplier like ALUT who specializes in custom aluminum alloy profiles allows you to create parts optimized precisely for your application, rather than being limited to standard shapes. This often involves creating a custom extrusion die based on your drawings.
Where are aluminum alloy profiles most commonly used?
You see metal structures everywhere, but where specifically do aluminum alloy profiles play a major role? Understanding the key application areas helps identify potential uses in your own industry or products.
In my experience supplying globally, aluminum alloy profiles are essential in building & construction (windows, doors, facades), automotive & transport (weight reduction parts), industrial machinery (frames, automation), electronics (heat sinks, enclosures), and consumer goods (furniture, lighting).
The unique combination of properties offered by aluminum alloy profiles – lightweight, high strength-to-weight ratio, corrosion resistance, design flexibility, and recyclability – makes them suitable for an incredibly wide range of applications across numerous industries. Let’s look at some of the most significant sectors.
Building and Construction
This sector is a massive consumer of aluminum alloy profiles.
Fenestration: Window frames, door frames, sliding door tracks, curtain wall systems rely heavily on extruded profiles, often using alloys like 6063 for good finish and extrudability.
Structural Glazing: Complex profiles hold large glass panels in modern building facades.
Weight reduction is key here for fuel efficiency and performance.
Body Components: Space frames, structural reinforcements, roof rails, bumper beams.
Trim: Decorative interior and exterior trim pieces.
Heat Exchangers: Radiators, charge air coolers often utilize specialized aluminum alloy profiles.
Electric Vehicles (EVs): Battery enclosures, motor housings, cooling system components benefit from aluminum’s properties.
Truck Trailers: Structural frame members, side panels, flooring systems.
Rail and Mass Transit: Components for train cars and buses (frames, interior fittings).
Industrial Machinery and Automation
Machine Frames: Strong and lightweight structures for mounting equipment. T-slot aluminum alloy profiles are particularly popular for building modular frames easily.
Linear Motion Systems: Guides and rails for automated equipment.
Conveyor Systems: Side frames and supports.
Safety Guarding: Enclosures around machinery.
Electrical and Electronics
Aluminum’s thermal and electrical conductivity are important advantages.
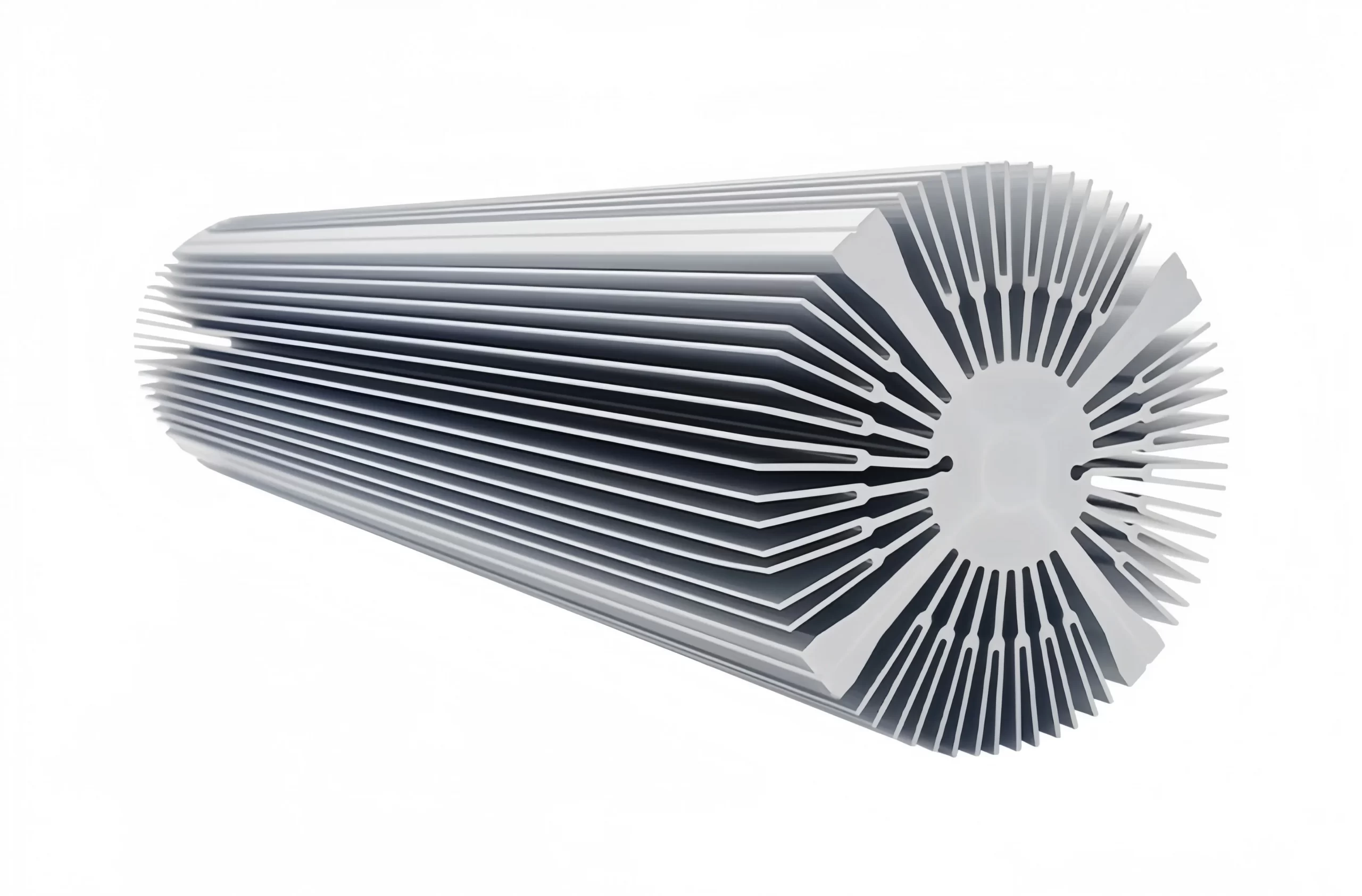
Heat Sinks: Extruded aluminum alloy profiles with fins are ubiquitous for cooling electronic components like CPUs, LEDs, power transistors. Alloy 6063 is common due to fine feature extrudability.
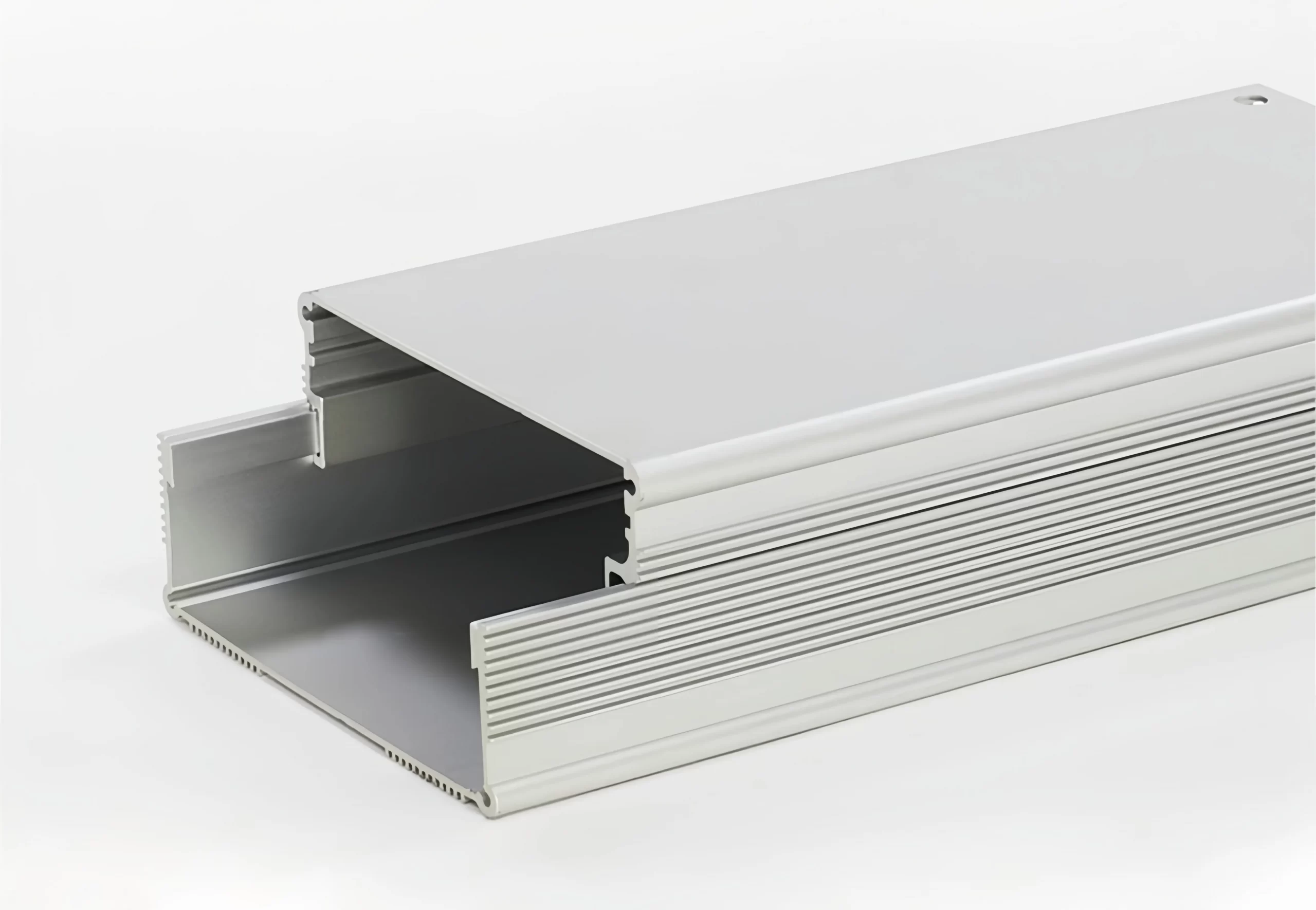
Enclosures: Housings for electronic devices, power supplies, providing durability and shielding.
Busbars: High-conductivity aluminum alloys (1xxx series) are used for electrical power distribution.
Consumer Goods
Furniture: Frames for chairs, tables, shelving (especially outdoor).
Lighting Fixtures: Housings and heat management components, especially for LEDs.
The versatility shown here means aluminum alloy profiles are likely relevant to almost any company involved in manufacturing physical products. Identifying where they can replace heavier materials or simplify assembly is often a worthwhile exercise.
What surface finishes suit aluminum alloy profiles?
Your aluminum alloy profiles need to perform, but often they also need to look good or survive harsh conditions. What are the common ways to finish these profiles after they are extruded?
Based on customer needs, the main surface finishes we apply to aluminum alloy profiles at ALUT are mill finish (basic), anodizing (protection/color), powder coating (wide color range/durability), and sometimes specific mechanical finishes like brushing or polishing before anodizing.
The surface finish applied to aluminum alloy profiles is crucial for both aesthetics and performance. It affects corrosion resistance, wear resistance, color, texture, and overall durability. Understanding the common options helps you specify the right finish for your application.
Mill Finish
This is the most basic finish. It’s the natural appearance of the aluminum alloy profiles after extrusion, stretching, and aging, with no additional treatment.
Appearance: Shows faint longitudinal lines from the die. May have minor scratches or handling marks. The surface can be slightly inconsistent.
Properties: Offers aluminum’s inherent good corrosion resistance due to the natural oxide layer. It’s the softest surface and easily scratched.
Use Cases: Often used when the profile will be hidden from view, further processed (like painted by the customer), or when cost is the absolute primary concern and appearance is secondary.
Anodizing
This is an electrochemical process that creates a controlled, hard layer of aluminum oxide on the surface, significantly thicker and more durable than the natural layer.
Process: The aluminum alloy profiles are cleaned, etched (optional, for a matte look), and then immersed in an acid bath (usually sulfuric acid). An electric current builds the oxide layer. This layer is porous and can be dyed various colors (black, bronze, etc.) before being sealed to close the pores.
Properties: Greatly enhances corrosion resistance and abrasion/wear resistance. Provides an excellent base for paints and adhesives. Offers durable color options.
Types: Clear anodizing (maintains metallic look), color anodizing, hard anodizing (creates a very thick, ultra-hard layer for demanding wear applications).
Use Cases: Very popular for architectural applications (windows, doors, facades), electronic enclosures, automotive trim, machine parts, anywhere durability and a quality metallic appearance are needed.
Powder Coating
This involves applying a dry, powdered paint electrostatically to the aluminum alloy profiles, which are then heated (cured) in an oven. The powder melts and fuses into a continuous, durable coating.
Process: Parts must be thoroughly cleaned and often pre-treated (e.g., chromate conversion coating) for best adhesion. Powder is sprayed on, adheres via static charge, then cured by heat.
Properties: Provides excellent corrosion protection and durability (chip resistance). Offers a vast range of colors (RAL standard codes are common) and textures (gloss, matte, textured, metallic). Can hide minor surface imperfections better than anodizing.
Use Cases: Widely used for outdoor furniture, architectural elements (where specific colors are desired), industrial equipment frames, bicycle frames, automotive components.
Other Finishes
Liquid Paint (Wet Coating): Similar to powder coating but uses liquid paints. Can achieve specific finishes but often less durable and involve VOCs (solvents).
Mechanical Finishes: Processes like brushing, polishing, or bead blasting create specific textures but don’t significantly enhance corrosion resistance on their own. Often done before anodizing.
Chemical Conversion Coatings: Treatments like chromate or non-chrome coatings improve corrosion resistance and paint adhesion but offer little aesthetic value on their own. Often used as a pre-treatment.
This table compares the most common finishes:
Finish
Corrosion Resistance
Wear Resistance
Color Options
Hides Defects
Typical Use
Mill Finish
Good
Low
Silver (None)
Poor
Hidden parts, further processing, low cost needs
Anodizing
Excellent
High
Clear, Limited
Fair
Architecture, Electronics, Auto Trim, Wear Parts
Powder Coating
Excellent
Good
Extensive (RAL)
Good
Architecture, Furniture, Industrial, Auto Parts
Choosing the right finish for your aluminum alloy profiles depends on balancing cost, appearance requirements, and the environmental conditions the part will face. A knowledgeable supplier can guide you through these options.
Conclusion
In short, aluminum alloy profiles are made mainly by extrusion, come in standard and custom types, suit many industries, and need appropriate finishes. Understanding these basics helps ensure project success.