Адрес
304 Северный кардинал
Улица Дорчестер Сентер, MA 02124
Рабочие часы
Понедельник - пятница: 7AM - 7PM
Выходные: 10AM - 5PM
Адрес
304 Северный кардинал
Улица Дорчестер Сентер, MA 02124
Рабочие часы
Понедельник - пятница: 7AM - 7PM
Выходные: 10AM - 5PM
Пытаетесь найти подходящего производителя алюминиевых радиаторов? Мне знакомо это чувство. Трудно найти партнеров, которые действительно понимают ваши потребности и обеспечивают стабильное качество.
С моей точки зрения, главное - понимать их процессы, как они работают с индивидуальными заказами, какие материалы они используют и каковы их методы ценообразования. Я понял, что знание всего этого заранее избавляет от многих головных болей в дальнейшем.
Выбор правильного производителя имеет решающее значение для успеха вашего проекта. Давайте рассмотрим детали, которые необходимо знать, чтобы принять обоснованное решение и построить прочные отношения с поставщиком.
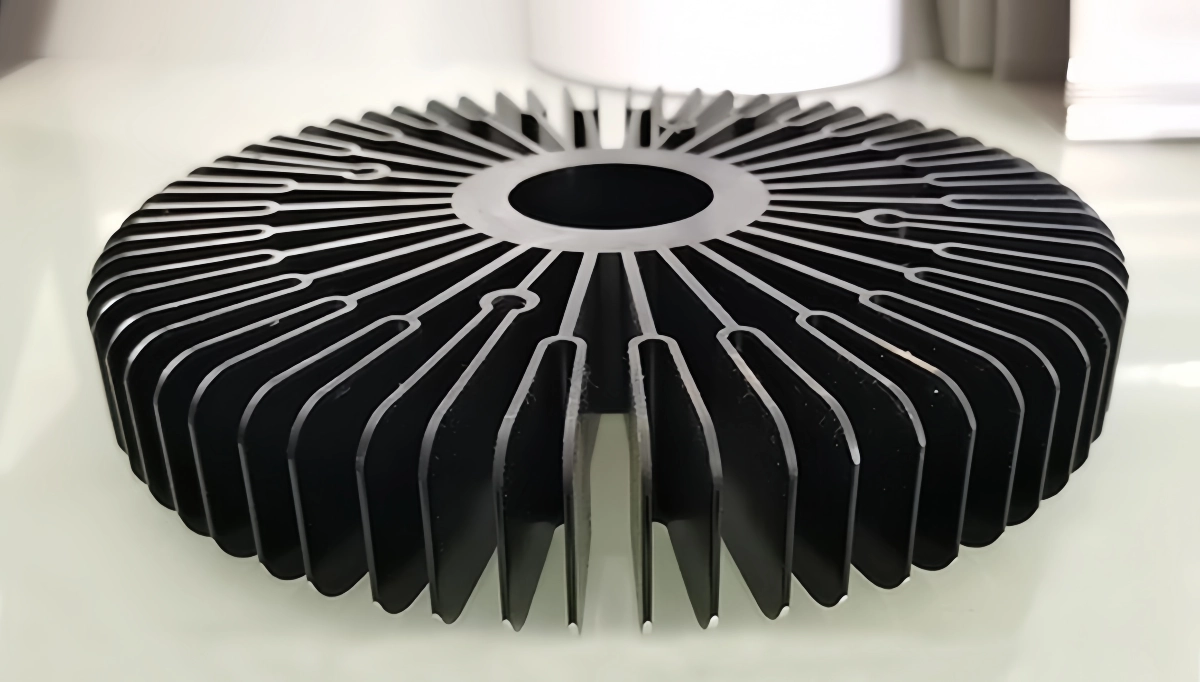
Вы когда-нибудь задумывались, как создаются эти замысловатые формы теплоотводов? Это может показаться сложным, но понимание основ помогло мне выбрать лучший процесс для моих проектов.
Я работал с производителями, использующими экструзию, обработку на станках с ЧПУ, литье под давлением и ковку. У каждого из них есть свои плюсы и минусы. По моему мнению, экструзия часто хорошо подходит для более простых, крупносерийных конструкций, в то время как обработка с ЧПУ обеспечивает точность для сложных заказных деталей.
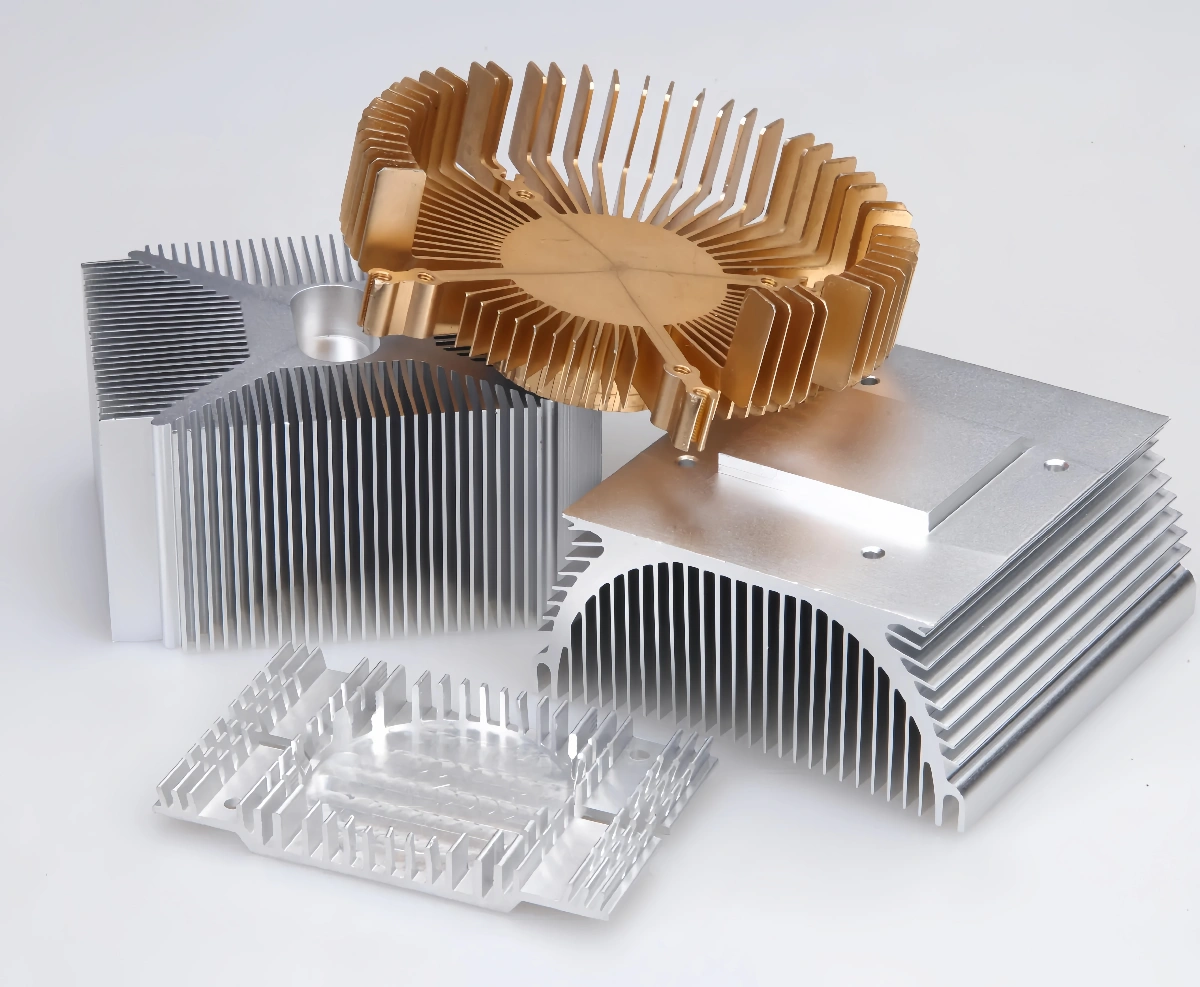
Выбор производителя часто означает понимание его основных методов производства. Способ изготовления радиатора влияет на его конструктивные возможности, стоимость, время выполнения заказа и даже тепловые характеристики. Знание основ помогает соотнести ваши потребности с возможностями поставщика.
Этот популярный метод заставляет нагретый алюминий проходить через фигурную матрицу, создавая длинные профили с постоянным поперечным сечением. Затем они обрезаются по длине.
При обработке с ЧПУ используются режущие инструменты с компьютерным управлением для вырезания радиаторов из цельных алюминиевых блоков. Это обеспечивает максимальную свободу дизайна.
Подходящий для крупносерийного производства, расплавленный алюминий впрыскивается под давлением в стальную форму (матрицу).
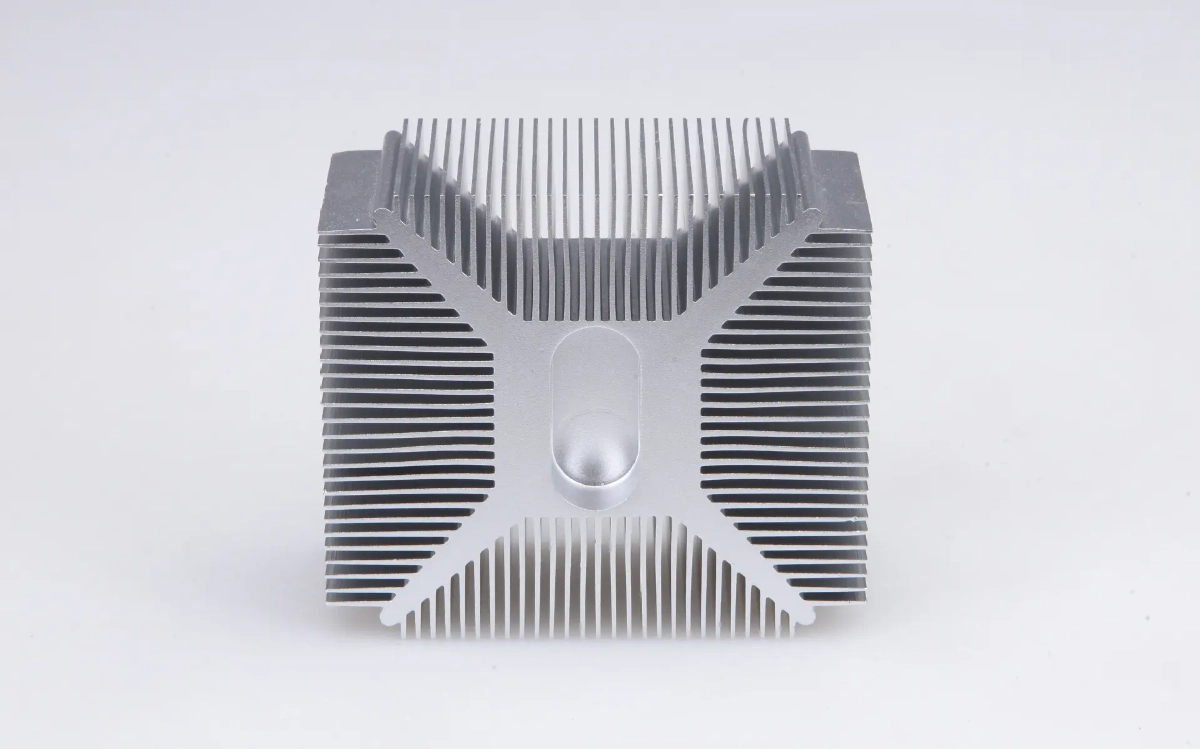
Этот процесс придает форму алюминию с помощью силы сжатия, в результате чего часто получаются прочные и плотные детали.
Вот краткое сравнение:
| Характеристика | Экструзия | Обработка с ЧПУ | Литье под давлением | Ковка |
| Сложность | Низкий-средний (2D) | Высокий (3D) | Средне-высокий (3D) | Низкий-средний |
| Объем | Средний и высокий | Низкий-средний | Высокий | Средний и высокий |
| Стоимость оснастки | Низкий-средний | Нет/Низкий | Высокий | Средний и высокий |
| Стоимость единицы продукции | Низкий (высокий объем) | Высокий (низкий) | Низкий (высокий объем) | Средний |
| Точность | Средний | Высокий | Средний и высокий | Средний |
Выбор оптимального метода зависит от сложности конструкции, необходимого количества, бюджета и требований к производительности. Обсудите их с потенциальными производителями.
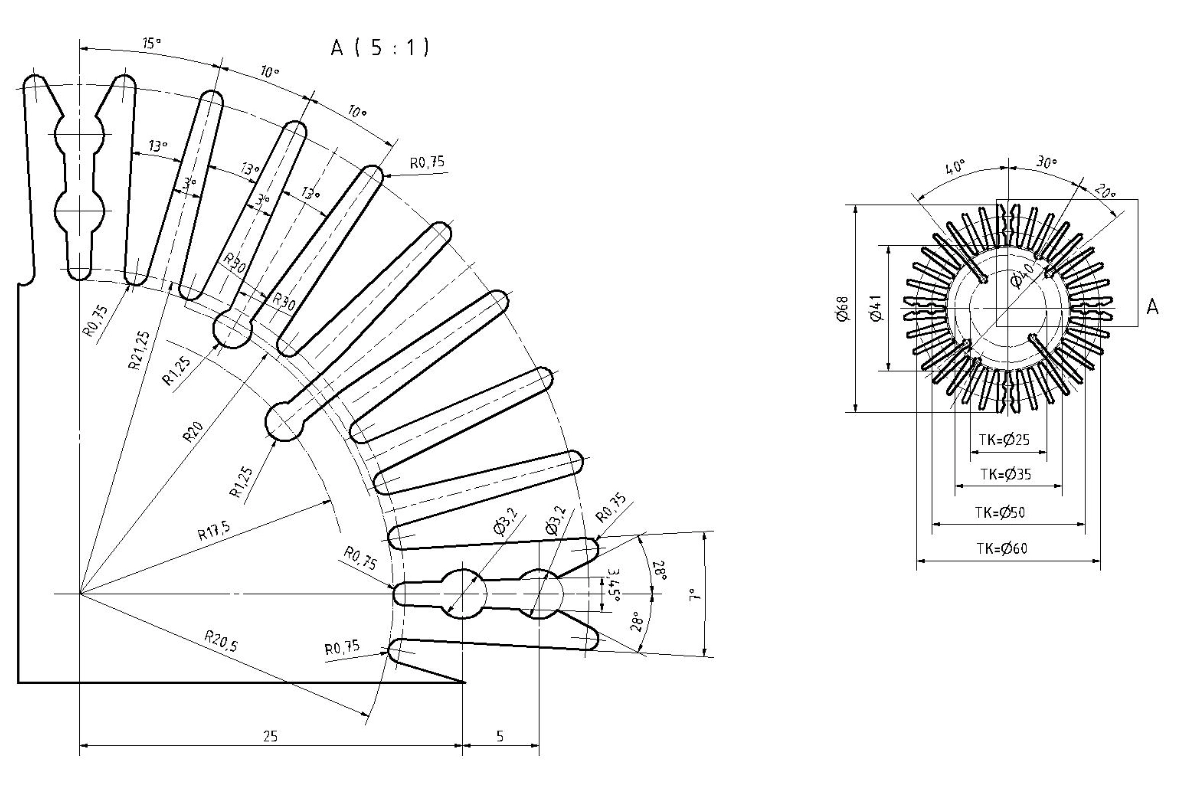
Вам нужен нестандартный радиатор? Я часто так делаю. Для правильной реализации индивидуального проекта требуется хорошая связь и умелый производитель.
Мой опыт показывает, что солидные производители имеют четкий процесс. Обычно я предоставляю подробные чертежи (лучше всего файлы CAD). Они рассматривают целесообразность, предлагают улучшения, основанные на их производственном опыте, создают прототипы, а затем переходят к производству после моего одобрения.
Успешное изготовление теплоотвода на заказ зависит от структурированного сотрудничества между вами и производителем. Это больше, чем просто изготовление; это включает в себя обеспечение того, чтобы конструкция была пригодна для производства, экономически эффективна и обладала необходимыми тепловыми характеристиками.
Процесс начинается с представления вашего проекта (в идеале 3D CAD и 2D чертежей). Производитель проводит проверку конструкции на технологичность (DFM).
Хорошие производители предоставляют конструктивную обратную связь, предлагая модификации для улучшения технологичности или снижения стоимости без ущерба для функциональности.
Перед началом массового производства прототипы, как правило, необходимы для индивидуальных разработок.
После окончательной доработки дизайна с помощью прототипов производитель приступает к подготовке производства.
Способность производителя плавно управлять этим процессом разработки индивидуального дизайна с помощью четкой коммуникации и технических знаний жизненно важна для успеха проекта.
Выбор правильного алюминиевого сплава очень важен, верно? Я понял, что не весь алюминий одинаков, когда речь идет о теплоотводах.
Большинство производителей, с которыми я работаю, в основном используют сплавы 6000-й серии, например 6063 или 6061. Я считаю, что 6063 отлично подходит для экструзии, поскольку он хорошо формуется и обладает хорошей теплопроводностью. 6061 обладает большей прочностью, что иногда бывает необходимо.
Производители выбирают конкретные алюминиевые сплавы для теплоотводов, исходя из компромисса между теплопроводностью, простотой изготовления, прочностью, коррозионной стойкостью и стоимостью. Распространены сплавы серии 6xxx, поскольку они обеспечивают хороший баланс.
Основные свойства сплавов различны:
| Сплав | Теплопроводность (Вт/м-К, прибл.) | Относительная сила | Основной метод(ы) производства | Ключевое преимущество |
| 6063 | 200 – 218 | Средний | Экструзия, механическая обработка | Сбалансированный, вытягиваемый |
| 6061 | 167 – 180 | Высокий | Экструзия, механическая обработка | Прочность |
| 1050A / 1100 | >220 | Низкий | Штамповка, ковка, механическая обработка | Максимальная проводимость |
| A380 (в ролях) | ~100 | Высокий (в ролях) | Литье под давлением | Сложные формы (литые) |
Обсудите с производителем конкретные термические и механические требования, чтобы выбрать наиболее подходящий и экономически эффективный сплав и закалку.
Получение точных расценок очень важно для составления бюджета. Я понял, что предоставление четкой информации наперед делает процесс гораздо более гладким.
Чтобы получить предложение, я всегда отправляю подробные 2D/3D-чертежи, в которых указываю алюминиевый сплав, требуемое количество, отделку поверхности (например, анодирование), а также любые специальные допуски или требования к испытаниям. Чем больше деталей я укажу, тем быстрее и точнее будет получено предложение.
Чтобы получить быстрые и точные расценки на изготовление алюминиевых радиаторов на заказ, вам необходимо предоставить производителям полный пакет запросов на коммерческое предложение (RFQ). Неопределенность приводит к задержкам, завышенным ценам (поскольку производители добавляют непредвиденные расходы на неизвестные детали) или неточным котировкам.
Будьте внимательны, чтобы избежать переписки:
Как правило: Вы отправляете RFQ -> Производитель рассматривает его на предмет целесообразности и стоимости -> Он может задать уточняющие вопросы -> Вы получаете официальное предложение.
Хорошая цитата четко разбивается на части:
Внимательно изучите предложение, чтобы убедиться, что оно соответствует всем аспектам вашего RFQ. Предоставление полного пакета RFQ - это самый быстрый способ получить надежную цену и успешно начать проект.
Выбор правильного производителя алюминиевых радиаторов подразумевает понимание процессов, опыта работы с материалами, обработки индивидуальных проектов и методов ценообразования. Надеюсь, этот обзор поможет вам эффективно управлять процессом поиска поставщиков.