Адрес
304 Северный кардинал
Улица Дорчестер Сентер, MA 02124
Рабочие часы
Понедельник - пятница: 7AM - 7PM
Выходные: 10AM - 5PM
Адрес
304 Северный кардинал
Улица Дорчестер Сентер, MA 02124
Рабочие часы
Понедельник - пятница: 7AM - 7PM
Выходные: 10AM - 5PM

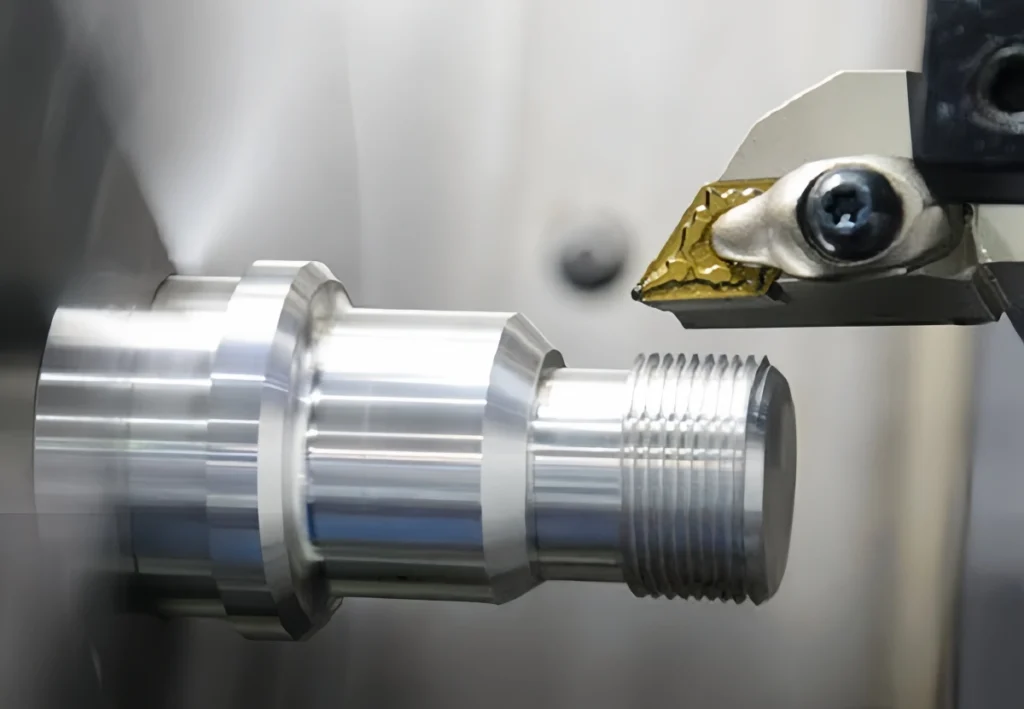
Aluminum profile CNC machining is a professional high-precision digital manufacturing process for industrial aluminum profile materials. It relies on computer numerical control equipment to complete automated precision processing tasks.
Common processing procedures include precision milling, precise drilling, thread tapping, grooving, edge chamfering and custom shaping. These processes convert raw aluminum profile blanks into standardized and customized functional structural parts.
Today, aluminum profiles are widely used in new energy equipment, communication facilities, industrial automation systems and precision electronic hardware. Accordingly, aluminum profile CNC machining has become an indispensable core manufacturing process in modern industrial production.
Different from ordinary solid aluminum block machining, aluminum profile workpieces feature hollow structures, thin walls and extrusion residual stress. These unique material and structural characteristics bring extra processing challenges, requiring professional technical control to guarantee stable dimensional accuracy and flawless surface quality.
Industrial aluminum profiles mainly adopt 6061 and 6063 aluminum alloy materials. These alloys deliver low density, excellent thermal conductivity, stable ductility and outstanding corrosion resistance.
Such comprehensive performance makes aluminum profiles the preferred lightweight structural material for industrial lightweight transformation and precision equipment manufacturing. However, the inherent characteristics of aluminum alloys also bring obvious processing defects.
The hollow thin-wall structure of profiles leads to low overall rigidity. Meanwhile, residual stress generated during extrusion and cooling is easy to release during cutting. Without standardized processing technology, workpieces are prone to deformation, vibration and dimensional errors.
Only by mastering mature aluminum profile CNC machining technologies and targeting common technical difficulties can manufacturers achieve stable mass production of high-precision aluminum profile structural parts.

High-quality aluminum profile CNC machining cannot rely on single equipment operation. It requires a complete and standardized process system.
The whole process covers material pretreatment, professional tool selection, scientific cutting parameter matching, precise fixture positioning and standardized post-processing. Every link is closely connected and directly affects the final yield rate, dimensional tolerance and surface finish of finished parts.
Material pretreatment is the primary prerequisite for high-precision aluminum profile CNC machining. Most industrial aluminum profiles undergo high-temperature extrusion and rapid cooling during production.
This manufacturing process will leave uneven residual stress inside the profile. If processed directly, the residual stress will gradually release with material cutting and structural separation.
It will cause unpredictable bending, twisting and shrinkage deformation of workpieces. Conventional pretreatment includes natural stress relief aging, artificial heat treatment and mechanical leveling calibration.
For extra-long and ultra-thin aluminum profiles, artificial stress relief is mandatory. It can effectively eliminate internal structural tension and ensure stable workpiece structure before formal processing.
Tool selection is the core factor to improve machining efficiency and surface quality in aluminum profile CNC machining. Aluminum alloy features low hardness and strong ductility and adhesion.
Ordinary carbon steel tools are completely unsuitable for long-term aluminum processing. They easily suffer from tool sticking, built-up edges, edge collapse and severe burrs.
Professional processing adopts ultra-fine grain tungsten steel tools with anti-friction coating. The sharp cutting edge reduces cutting resistance and avoids tearing the aluminum structure.
The special low-friction coating prevents aluminum chips from adhering to the tool tip. It effectively ensures smooth cutting surface and consistent repeated dimensional accuracy in batch production.
Scientific cutting parameter matching is another key core technology of aluminum profile CNC machining. Aluminum profiles are extremely sensitive to cutting speed, feed rate and cutting depth.
Excessively fast feed speed will cause equipment vibration and tool wear. Excessively large cutting depth will produce instantaneous concentrated cutting force.
This force triggers local stress concentration and structural deformation of thin-wall profiles. Mature processing schemes adopt high-speed and small-feed cutting mode.
Cooperating with special aluminum cutting fluid, the process balances cutting force and cutting heat generation. It realizes efficient, stable and low-deformation material removal.
Custom fixture positioning technology solves the difficult positioning problem of special-shaped aluminum profiles. Different from regular square and cylindrical workpieces, most aluminum profiles are hollow, slender or asymmetric.
Ordinary flat fixtures cannot achieve stable fitting and uniform clamping force. Improper clamping will directly lead to local extrusion deformation.
Professional manufacturers adopt customized vacuum adsorption fixtures, multi-point balanced pressing clamps and flexible lining fixtures.
These professional tools ensure uniform stress on the whole profile, eliminate clamping dead angles, avoid extrusion deformation, and maintain consistent positioning accuracy in long-term batch aluminum profile CNC machining.
In actual industrial batch production, aluminum profile CNC machining faces four typical technical difficulties. These problems seriously restrict machining precision and product yield.
The main challenges include thermal cutting deformation, thin-wall vibration deformation, tool sticking and burr defects, and unstable batch tolerance consistency.
Thermal deformation is the most common and influential difficulty in aluminum profile CNC machining. The thermal expansion coefficient of aluminum alloy is 2.3 times higher than that of ordinary steel.
High-speed CNC cutting will generate a large amount of instantaneous cutting heat. The heat accumulates rapidly in the local processing area and cannot dissipate in time.
Local temperature rise causes rapid thermal expansion of the aluminum profile structure. After processing, the workpiece cools down naturally and produces irreversible shrinkage deformation.
It directly leads to unqualified flatness, straightness and hole position accuracy. This defect is more prominent in long profiles and large hollow profiles, easily causing workpiece warpage and scrapping.
Thin-wall structural vibration and deformation are hard-to-solve pain points in precision aluminum profile CNC machining. Most industrial profile parts adopt thin-wall design to meet lightweight demands.
Some ultra-thin structures even have a wall thickness below 1mm. Such hollow thin-wall structures have low overall rigidity and poor vibration resistance.
High-speed CNC cutting will produce continuous mechanical vibration. The vibration causes tiny displacement and shaking of the thin wall.
Finally, regular wavy tool marks appear on the surface, and wall thickness dimension deviates seriously. Severe vibration will even cause structural cracking and completely scrap the workpiece.
Tool sticking and burr defects seriously affect the surface finish and assembly accuracy of aluminum profile parts. Aluminum alloy has strong ductility and material adhesion.
During continuous high-speed cutting, tiny aluminum chips easily adhere to the tool tip and cutting edge, forming hard built-up edges.
The accumulated aluminum scraps will continuously scratch the newly processed surface, resulting in foggy surfaces and irregular scratches.
In addition, ductile aluminum materials are prone to tearing burrs at cutting edges, hole openings and grooving positions. Manual deburring is inefficient and may cause secondary dimensional damage, increasing production costs.
Batch tolerance inconsistency is a key difficulty restricting large-scale standardized production of aluminum profile CNC machining. Multiple factors will cause dimensional errors in batch processing.
Raw material differences of aluminum profiles, slight equipment operation errors, gradual tool wear and ambient temperature changes will all affect machining accuracy.
Tiny single errors will accumulate in long-term batch production. It leads to inconsistent hole spacing, uneven wall thickness and unqualified assembly gaps.
Unstable batch precision makes it impossible to meet the high-precision matching requirements of automated industrial assembly lines.

Aiming at the above common technical difficulties, mature aluminum profile CNC machining manufacturers formulate targeted optimization solutions. They conduct comprehensive precision control from process routes, equipment parameters and auxiliary processing links.
For thermal deformation problems, manufacturers adopt segmented processing and hierarchical cooling strategies. The whole process is divided into roughing and finishing stages.
Roughing removes most redundant materials in advance and fully releases the internal residual stress of the profile.
Finishing is carried out after the workpiece is completely cooled and structurally stabilized. It avoids secondary deformation caused by stress release.
At the same time, high-flow cutting fluid flooding cooling or micro-lubrication cooling technology is used to stabilize cutting temperature and eliminate thermal expansion and contraction deformation.
For thin-wall vibration deformation, optimized clamping schemes and intelligent tool path planning are the core solutions.
Vacuum adsorption fixtures and flexible rubber lining increase the stress area of the profile and avoid local pressure concentration.
The tool path adopts symmetric balanced cutting to offset unilateral cutting force. For ultra-thin-wall profiles, low-amplitude and high-speed cutting parameters are matched.
This method effectively suppresses cutting vibration, ensures flat and smooth thin-wall surface, and maintains complete structural accuracy.
To solve tool sticking and burr defects, standardized tool management and parameter optimization are essential.
Workers replace worn tools regularly to ensure long-term sharp cutting edges. Optimized chip removal paths enable aluminum chips to discharge smoothly without residual accumulation.
Matching with special aluminum cutting fluid reduces tool friction and material adhesion. It fundamentally improves surface scratch problems and reduces edge burr generation.
For batch tolerance instability, manufacturers implement full-process standardized control and real-time precision detection.
Unified raw material standards ensure all profiles undergo stress relief treatment before processing. Fixed cutting parameters and regular tool change cycles reduce manual and equipment errors.
High-precision detection equipment conducts real-time sampling and calibration. It dynamically adjusts tiny processing deviations to ensure consistent precision of batch aluminum profile CNC machining products.

With the continuous upgrading of industrial manufacturing towards precision and lightweight, high-precision aluminum profile CNC machining plays an increasingly important role in high-end manufacturing fields.
It provides core processing support for new energy vehicle structural parts, 5G communication shell components, industrial robot accessories and intelligent hardware equipment.
Aluminum profile parts processed by precise CNC technology feature stable structural performance, high assembly matching degree and excellent surface finish.
They effectively reduce equipment operating failure rates and extend the overall service life of industrial equipment.
In the future, with the popularization of five-axis linkage CNC equipment and intelligent processing systems, aluminum profile CNC machining will achieve further technological upgrading.
The industry will develop in the direction of higher precision, higher efficiency and intelligent customized processing.
Intelligent parameter matching and automatic error correction technology will greatly reduce manual processing difficulties.
It can realize full-dimensional precision control of complex special-shaped profile structures and continuously promote the iterative upgrading of industrial aluminum profile application technology.
