Вам нужны особые металлические формы для вашего изделия, но возможности склада ограничены? Я понимаю, как обидно, когда стандартные компоненты не соответствуют уникальным требованиям дизайна.
Из моего опыта производства компонентов на заказ следует, что детали из экструдированного алюминия имеют постоянную форму поперечного сечения, созданную путем продавливания нагретого алюминия через специализированную матрицу. Мы производим эти детали для бесчисленных применений.
Этот метод производства невероятно универсален и экономически эффективен при правильном выборе конструкции. Но что именно делает деталь "экструзией"? Как происходит процесс производства? Какими ключевыми преимуществами обладают эти детали, и что придает алюминию его известную устойчивость к коррозии? Давайте разберемся в этих вопросах.
Что представляют собой детали из экструдированного алюминия?
Вы слышите такие термины, как экструзия, профиль и форма. Но что конкретно определяет детали из экструдированного алюминия по сравнению с деталями, изготовленными другими способами, например, литьем или механической обработкой?
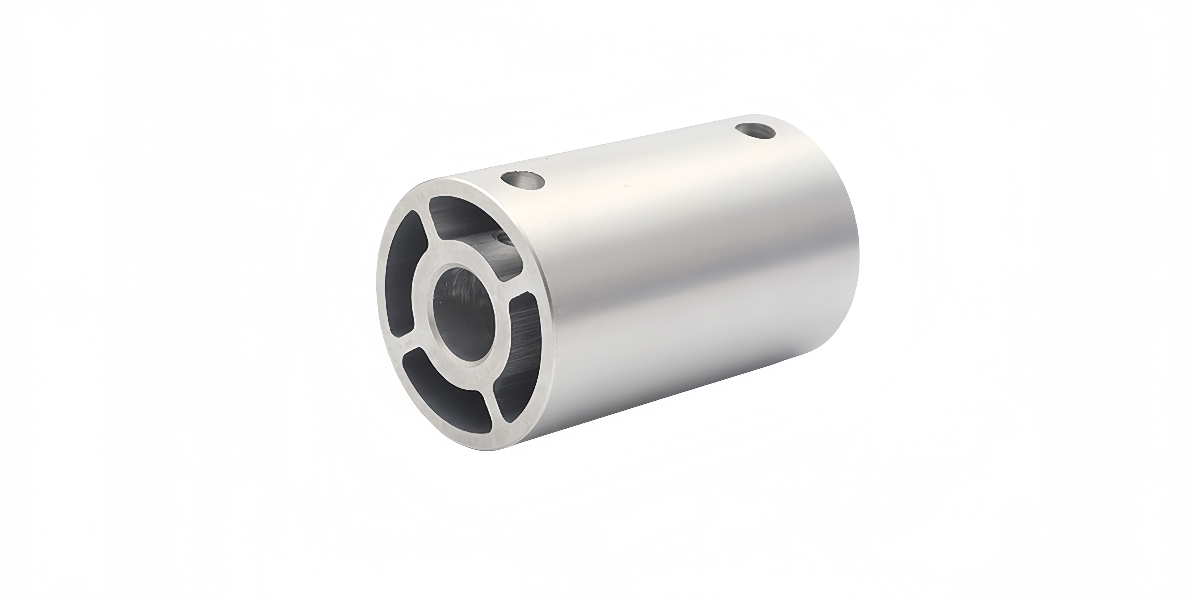
В моем производственном бизнесе экструдированные алюминиевые детали - это компоненты, сформированные путем проталкивания нагретой алюминиевой заготовки через матрицу, имеющую нужное сечение. Этот процесс создает линейные детали с равномерным профилем по всей длине.
Определяющая характеристика детали из экструдированного алюминия заключается исключительно в методе их изготовления и получаемой геометрии. Вначале они представляют собой сплошной цилиндр из алюминиевого сплава (заготовку), который нагревается до ковкости. Затем этот горячий, мягкий алюминий под огромным давлением продавливается через штамп из закаленной стали. В штампе вырезается отверстие, которое точно соответствует желаемой форме поперечного сечения конечной детали.
Когда алюминий проталкивается через это отверстие, он принимает форму матрицы, превращаясь в длинный кусок с определенным профилем, неизменно сохраняющимся по всей длине. Затем этот длинный кусок охлаждается, выпрямляется и разрезается на отрезки необходимой длины для создания отдельных деталей.
Ключевые определяющие характеристики:
Равномерное поперечное сечение: Это абсолютный идентификатор. Если вы разрежете деталь в любом месте по ее длине, форма поперечного сечения будет одинаковой. Это отличается от литых или обработанных деталей, которые могут иметь различную форму в трех измерениях.
Линейная форма: Экструзии по своей сути являются линейными изделиями, которые создаются в виде длинных отрезков перед их обрезкой.
Материал: Изготавливаются из специальных алюминиевых сплавов, которые выбираются с учетом их экструдируемости, прочности и других необходимых свойств (например, 6063, 6061).
Линии штампа (тонкие): Иногда на поверхности могут быть видны очень слабые линии, идущие параллельно направлению экструзии и указывающие на направление потока материала через фильеру.
Чем они не являются:
Полезно различать детали из экструдированного алюминия из компонентов, изготовленных другими методами:
Литые детали: Формируются путем заливки расплавленного алюминия в форму. Могут иметь сложную трехмерную форму, но не обладают равномерным сечением, как экструзионные изделия, и могут иметь различные свойства материала (пористость).
Обработанные детали: Вырезаются из цельных блоков или плит на станках с ЧПУ. Могут иметь чрезвычайно сложные 3D-формы и высокую точность, но не имеют постоянного профиля по длине, характерного для экструзии, и обычно имеют больше отходов материала.
Штампованные детали: Формируется из тонких алюминиевых листов с помощью штампов. Ограничивается формами из листового металла.
В этой таблице приведены краткие определения:
Характеристика
Экструдированные алюминиевые детали
Неэкструдированные детали (примеры)
Производство
Равномерный по всей длине
Литье, механическая обработка, штамповка, ковка
Поперечное сечение
Равномерная по всей длине
Может варьироваться (литье, механическая обработка)
Форма
Преимущественно линейные (до резки/гибки)
Могут иметь сложную трехмерную форму
Типичные формы
Профили, швеллеры, уголки, трубы, твердые частицы
Блоки двигателей, сложные корпуса
Инструментальная оснастка
Экструзионный штамп
Формы (литье), Режущие инструменты (обработка)
По сути, если деталь имеет одинаковую форму, если смотреть на нее с обоих концов, и эта форма последовательно повторяется по всей длине, то, скорее всего, она является одной из многих детали из экструдированного алюминия используется в промышленности и сегодня.
Как обычно производятся детали из экструдированного алюминия?
Знать, что это такое, - одно дело, но как из цельного блока металла создается такая форма? Понимание процесса помогает оценить возможности.
Как производитель экструдированных алюминиевых деталей, мы следуем точному процессу: нагреваем алюминиевую заготовку, продавливаем ее через стальную матрицу специальной формы с помощью мощного гидравлического пресса, охлаждаем полученный профиль, вытягиваем его в прямую линию и отрезаем по длине.
Производство детали из экструдированного алюминия В основе лежит процесс экструзии алюминия - высокоэффективный метод производства линейных компонентов с постоянным сечением. Это хорошо отработанная промышленная технология, включающая несколько тщательно контролируемых этапов:
Шаг 1: Разработка и создание штампа
Черновик: Процесс начинается с проектирования экструзионной головки. Это очень важный этап, который обычно выполняется с помощью программного обеспечения CAD. Как правило, фильера изготавливается из высокопрочной инструментальной стали (например, H13).
Обработка отверстия: В блоке матрицы обрабатывается отверстие, точно соответствующее отрицательной форме желаемого конечного профиля. Для этого требуется знание принципов течения металла и конструкции штампа, чтобы обеспечить правильное заполнение профиля алюминием. Для сложных профилей могут потребоваться сложные многокомпонентные штампы (например, штампы с иллюминаторами для полых форм). Отверстие, точно соответствующее отрицательной форме
Шаг 2: Подготовка и нагрев заготовок
Выбор материала: Из выбранного алюминиевого сплава (например, 6063, 6061) выбирается цельный цилиндрический заготовщик, называемый заготовкой. Качество заготовки важно для получения стабильных результатов.
Отопление: Заготовку разрезают на куски нужной длины и равномерно нагревают в большой печи (индукционной или газовой) до определенной температуры, обычно в диапазоне от 400 до 500°C (750-930°F). Точная температура зависит от сплава и делает алюминий мягким и податливым, но не расплавленным. Заготовку разрезают на куски нужной длины и равномерно нагревают в большой печи (индукционной или газовой) до определенной температуры.
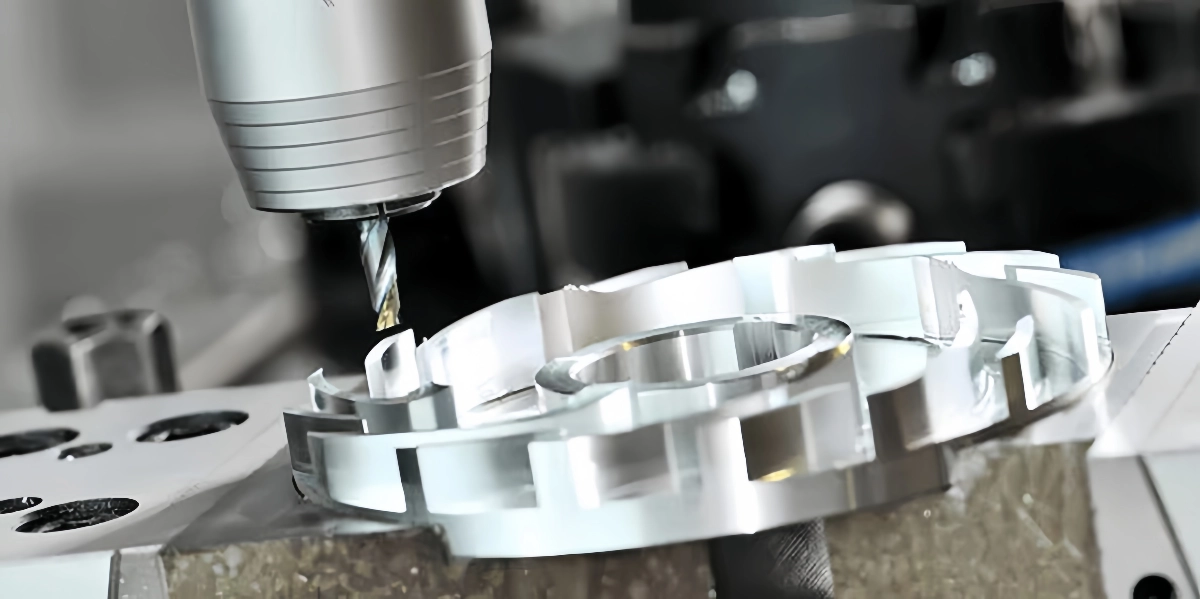
Шаг 3: Процесс экструзии
Загрузка: Нагретая заготовка быстро переносится в контейнер мощного гидравлического экструзионного пресса, расположенного сразу за фильерой. Может применяться разделительный агент.
Оказание давления: Гидравлический цилиндр оказывает огромное давление (сотни или тысячи тонн) на заднюю часть заготовки.
Форсировать смерть: Под этим давлением размягченный алюминий продавливается через фигурное отверстие в матрице, принимая форму профиля, как зубная паста, выдавливаемая из тюбика.
Новый профиль: Алюминий выходит с другой стороны фильеры в виде длинного, непрерывного куска с нужным сечением. Скорость экструзии тщательно контролируется.
Шаг 4: Охлаждение (закаливание)
Быстрое охлаждение: Когда горячий экструзионный материал выходит из фильеры, его быстро охлаждают с помощью воздуха, водяных струй или водяной бани. Этот процесс, известный как закалка, имеет решающее значение для достижения желаемых металлургических свойств (температуры, прочности) алюминиевого сплава. Скорость охлаждения имеет решающее значение для определенных температур, таких как T5 или T6.
Шаг 5: Растяжка и выпрямление
Поправка: Длинный охлажденный профиль может иметь небольшие изгибы или изгибы. Его захватывают с обоих концов растяжкой и слегка растягивают (небольшой процент удлинения). Длинный охлажденный профиль может иметь небольшие изгибы или изгибы. Его захватывают с обоих концов натяжным устройством и слегка растягивают (
Результат: Это растягивающее действие точно выпрямляет профиль и помогает снять внутренние напряжения, возникшие во время экструзии и закалки.
Шаг 6: Отрезаем по длине
Окончательный размер: Длинный прямой профиль передается на отделочную пилу, где он разрезается на точные конечные отрезки, указанные в заказе клиента, создавая индивидуальные детали из экструдированного алюминия.
Шаг 7: Старение (термообработка - по желанию)
Развитие темперамента: При определенных температурах (например, T5, T6) нарезанные детали подвергаются окончательной термической обработке, называемой старением (или закалкой осадком). Их выдерживают в печи при определенной температуре (например, 170-190°C) в течение нескольких часов. Этот процесс позволяет легирующим элементам выпасть в осадок в структуре металла, что значительно повышает прочность и твердость конечного изделия. детали из экструдированного алюминия.
Эта тщательно продуманная последовательность позволяет эффективно производить большие объемы продукции Эта тщательно продуманная последовательность позволяет детали из экструдированного алюминия с постоянными размерами и свойствами.
Какие преимущества дают пользователям детали из экструдированного алюминия?
Почему я должен рассмотреть возможность использования детали из экструдированного алюминия в моей конструкции вместо стальных, пластиковых или алюминиевых деталей, изготовленных по-другому? Что делает их выгодными?
С моей точки зрения, поставляющей эти компоненты, основными преимуществами, которые получают пользователи от деталей из экструдированного алюминия, являются превосходное соотношение прочности и веса, присущая им коррозионная стойкость, гибкость конструкции для сложных профилей и значительная экономическая эффективность для подходящих конструкций, производимых в больших объемах.
Использование детали из экструдированного алюминия при проектировании и производстве изделий предлагает убедительное сочетание свойств материала и технологических преимуществ. Эти преимущества делают их предпочтительным выбором в широком спектре отраслей и областей применения.
Ключевые преимущества:
Отличное соотношение прочности и веса:
Плотность алюминия примерно на треть меньше плотности стали, но он может достигать высокой прочности за счет легирования и отпуска. В результате детали из экструдированного алюминия Прочные и при этом значительно легче стальных аналогов, что очень важно для применения в транспорте (автомобильном, аэрокосмическом, железнодорожном), портативном оборудовании и конструкциях, где минимизация веса выгодна с точки зрения производительности, топливной экономичности или простоты обращения.
Неотъемлемая коррозионная стойкость:
При контакте с воздухом алюминий образует на своей поверхности тонкий, прочный, прозрачный слой оксида алюминия. Этот пассивный оксидный слой защищает основной металл от дальнейшего окисления и многих видов коррозии. Это делает детали из экструдированного алюминия Долговечны в различных условиях, не нуждаются в тяжелых покрытиях (хотя такие виды отделки, как анодирование, могут еще больше усилить эту защиту).
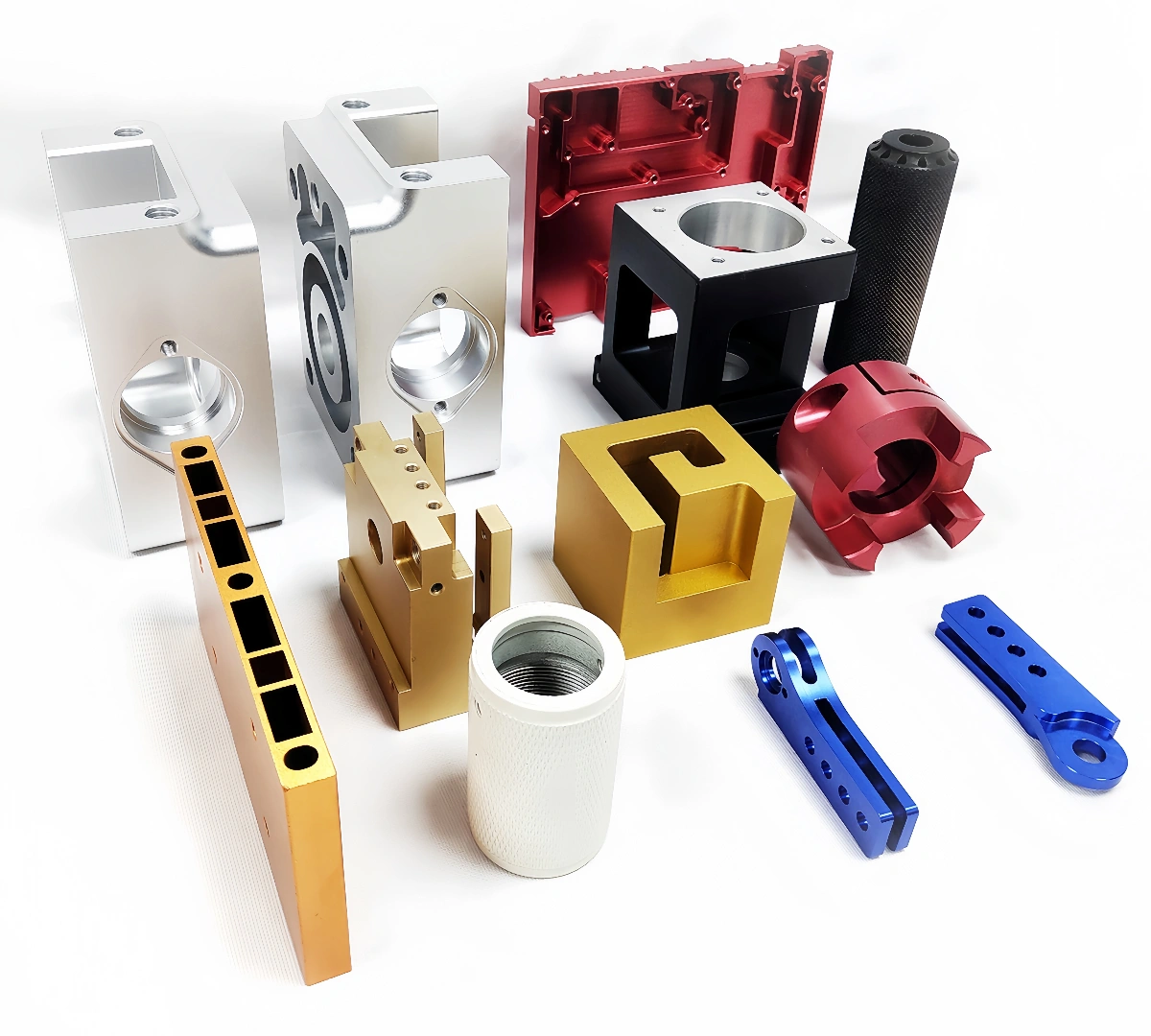
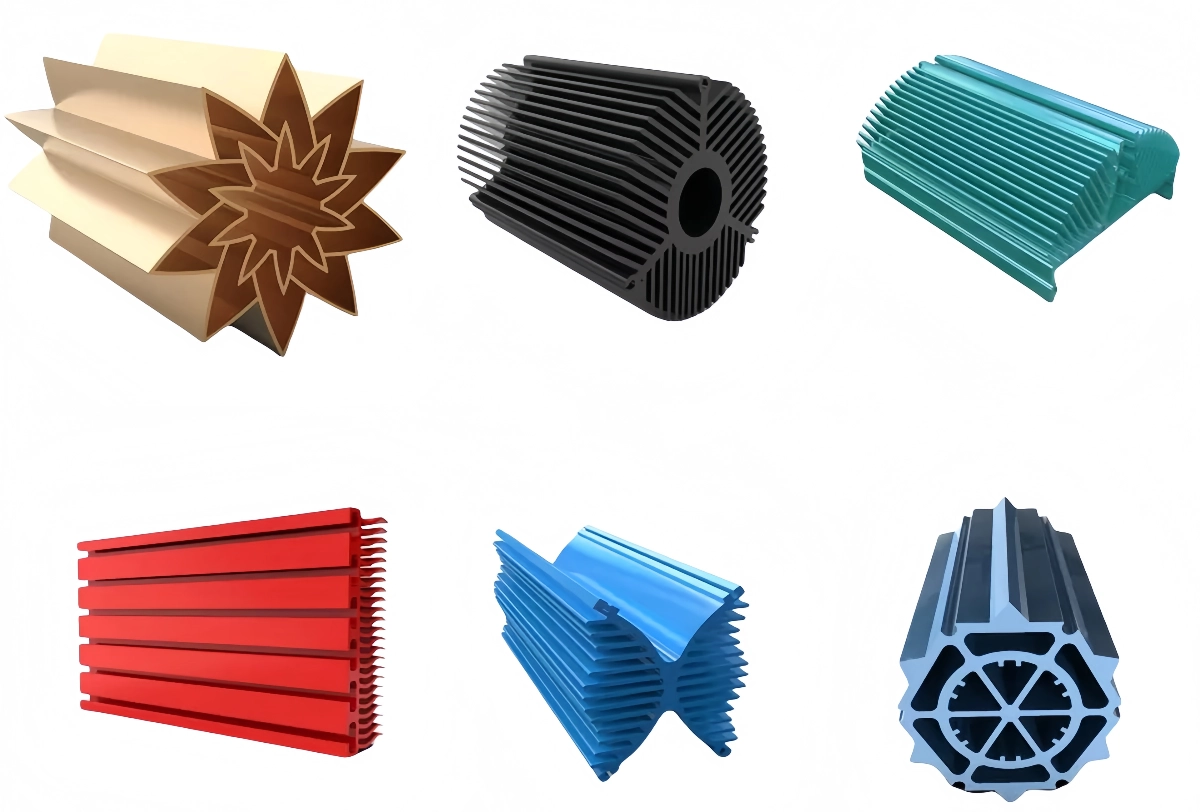
Гибкость дизайна (сложные профили):
Процесс экструзии позволяет создавать очень замысловатые и сложные формы поперечного сечения, которые было бы трудно или дорого изготовить путем механической обработки или сборки. Дизайнеры могут объединить в одном профиле несколько функций (например, каналы для проводки, пазы для сборки, ребра радиатора, структурные ребра). Такая возможность создания нестандартных профилей открывает широкие возможности для проектирования.
Экономическая эффективность (оснастка и объем):
Несмотря на первоначальные инвестиции в экструзионную форму, ее стоимость зачастую значительно ниже, чем у форм для литья под давлением или литья под давлением.
После изготовления матрицы сам процесс экструзии является высокоэффективным и обеспечивает высокую производительность, что приводит к низкой стоимости одной детали при средних и больших объемах производства. Это делает детали из экструдированного алюминия Очень экономичный и подходит для дизайна.
Хорошая тепло- и электропроводность:
Алюминий является отличным проводником тепла и электричества (хотя и в меньшей степени, чем медь). Это делает детали из экструдированного алюминия Идеально подходит для таких применений, как радиаторы, шины, электрические корпуса и компоненты светодиодного освещения.
Простота изготовления и обработки:
Алюминий, как правило, легко режется, сверлится, нарезается метчиками, штампуется и обрабатывается. Это означает, что алюминий, как правило, легко режется, сверлится, нарезается метчиками, штампуется и обрабатывается. Это означает детали из экструдированного алюминия могут легко подвергаться вторичным операциям для придания им свойств, недоступных только при экструзии. Они также легко поддаются сварке (при использовании соответствующих технологий и сплавов).
Эстетика и варианты отделки:
Экструзионные изделия могут получить хорошую отделку поверхности непосредственно в пресс-форме. Они также хорошо поддаются широкому спектру отделок, включая анодирование (прозрачное или цветное), порошковое покрытие, покраску и механическую отделку (полировка, чистка), что позволяет создавать различные эстетические эффекты.
Возможность вторичной переработки:
Алюминий легко поддается вторичной переработке без потери качества и требует лишь малой доли энергии, необходимой для производства первичного алюминия. Использование детали из экструдированного алюминия способствует созданию более экологичных продуктов.
Долговечность, не требует особого ухода, подходит для использования на открытом воздухе
Гибкость конструкции
Способность создавать сложные, интегрированные формы поперечного сечения.
Оптимизированные конструкции, уменьшенное количество деталей, уникальные формы
Экономическая эффективность
Более низкая стоимость оснастки (по сравнению с литьем), низкая стоимость единицы продукции в объеме.
Экономичное производство для подходящих объемов/дизайнов
Проводимость
Хороший тепловой и электрический проводник.
Подходит для теплоотводов, электротехнических применений
Простота изготовления
Легко режется, обрабатывается, сваривается (при правильной технике).
Простая вторичная обработка и сборка
Варианты отделки
Легко переносит анодирование, покраску, порошковое покрытие, полировку и т.д.
Усиленная защита, широкий выбор эстетических решений
Возможность вторичной переработки
Возможность переработки без потери качества.
Экологическая устойчивость
Совокупность этих преимуществ делает детали из экструдированного алюминия универсальная и ценная опция для инженеров и дизайнеров во многих отраслях.
Что делает детали из экструдированного алюминия устойчивыми к коррозии?
Алюминий известен тем, что служит долго, даже под открытым небом. Что дает детали из экструдированного алюминия их естественная способность противостоять ржавчине и коррозии, которые поражают сталь?
Насколько я понимаю материалы, экструдированные алюминиевые детали противостоят коррозии, потому что алюминий мгновенно вступает в реакцию с кислородом воздуха, образуя на поверхности очень тонкий, прочный, прозрачный и нереактивный слой оксида алюминия (Al₂O₃). Этот пассивный слой закрывает металл от дальнейшего воздействия.
Отличная коррозионная стойкость детали из экструдированного алюминия Это одно из самых значительных преимуществ алюминия, позволяющее использовать его в суровых условиях, где сталь или другие металлы быстро разрушаются. Эта устойчивость объясняется не тем, что алюминий инертен, а явлением, которое называется пассивация.
Защитный оксидный слой (Al₂O₃)
Мгновенная формация: Как только свежая алюминиевая поверхность подвергается воздействию кислорода (даже того небольшого количества, которое содержится в обычном воздухе или влаге), он быстро вступает в реакцию, образуя очень тонкий, обычно толщиной всего несколько нанометров, слой оксида алюминия (Al₂O₃, также известного как глинозем).
Свойства оксидного слоя: Это естественный оксидный слой:
Химически стабилен: Оксид алюминия очень стабилен и не вступает в реакцию во многих обычных средах. Он легко разрушается и не вступает в реакцию.
Прилипчивый и прочный: Он прочно соединяется с основным алюминиевым металлом.
Непроницаемый: Он действует как барьер, не позволяя кислороду, воде и другим коррозийным агентам добраться до находящегося под ним реактивного алюминиевого металла.
Самоисцеление: Если поцарапать поверхность, обнажив свежий алюминий, новый защитный оксидный слой образуется практически мгновенно, восстанавливая барьер до тех пор, пока присутствует кислород.
Прозрачность: Образовавшийся естественным образом слой настолько тонок, что практически прозрачен, а значит, обычно не изменяет металлический вид алюминиевой детали, если только не становится толще при определенных условиях или обработке.
Как сравнить с ржавлением стали
Этот процесс пассивации принципиально отличается от ржавления железа или стали. Когда железо ржавеет, оно образует оксиды железа (ржавчину), которые являются пористыми, чешуйчатыми и плохо сцепляются друг с другом. Ржавчина фактически позволяет влаге и кислороду проникать в железо, что приводит к прогрессирующей и зачастую разрушительной коррозии. Оксид алюминия, напротив, образует стабильное, непористое, защитное уплотнение.
Факторы, влияющие на коррозионную стойкость алюминия
Несмотря на то, что коррозионная стойкость, как правило, отличная. детали из экструдированного алюминия может быть подвержен влиянию:
Состав сплава: Некоторые легирующие элементы могут незначительно влиять на коррозионную стойкость.
Al-Mg сплавы (серия 5xxx): Отличная устойчивость, особенно в морской среде.
Сплавы Al-Mg-Si (серия 6xxx, например, 6063, 6061): Очень хорошая общая коррозионная стойкость.
Сплавы Al-Cu (серия 2xxx) и сплавы Al-Zn (серия 7xxx): Низкая прочность, часто требующая нанесения защитных покрытий, таких как плакирование или анодирование.
Окружающая среда: Несмотря на устойчивость к атмосферной коррозии, алюминий может подвергаться воздействию некоторых химических веществ, в частности сильных кислот и щелочей (среды с высоким или низким уровнем pH). Гальваническая коррозия также может возникнуть при прямом контакте алюминия с более благородным металлом (например, медью или нержавеющей сталью) в присутствии электролита (например, соленой воды). Несмотря на устойчивость к атмосферной коррозии, алюминий может подвергаться воздействию некоторых химических веществ, в том числе
Отделка поверхности: Такие виды обработки, как анодирование, значительно повышают коррозионную стойкость за счет создания более толстого и контролируемого оксидного слоя. Окраска и порошковое покрытие обеспечивают барьерный слой.
Повышение коррозионной стойкости
Для областей применения, требующих еще большей прочности:
Анодирование: Создает контролируемый, гораздо более толстый (толщиной в микроны) оксидный слой, значительно повышающий коррозионную и износостойкость.
Порошковое покрытие / покраска: Обеспечивает декоративное и защитное барьерное покрытие.
Хроматные / нехроматные конверсионные покрытия: Тонкие химические покрытия используются для защиты или в качестве предварительной обработки под краску/порошок.
В этой таблице приводится краткое описание механизма коррозии:
Высокий (Защищает металл от воздействия окружающей среды)
Низкий (Позволяет продолжать коррозию)
Самолечение
Да (Мгновенно восстанавливает форму, если его поцарапать в воздухе)
Нет (ржавчина продолжает образовываться и отслаиваться)
Эта присущая способность к образованию стабильного, самовосстанавливающегося оксидного слоя является основной причиной, по которой эта присущая способность к образованию стабильного, самовосстанавливающегося оксидного слоя является детали из экструдированного алюминия обеспечивают превосходную коррозионную стойкость во многих типичных областях применения.
Заключение
Экструдированные алюминиевые деталиОднородный профиль, полученный в результате формовки, обеспечивает такие преимущества, как соотношение прочности и веса, а также гибкость конструкции. Производство включает в себя нагрев, экструзию, охлаждение и резку. Их естественная коррозионная стойкость обеспечивается защитным, самовосстанавливающимся оксидным слоем.