Está a tentar dobrar alumínio para depois o partir ou dobrar? Eu sei como é frustrante quando a escolha do material leva a dores de cabeça na produção e a peças desperdiçadas.
Da minha experiência no fornecimento de alumínio, o melhor O alumínio para dobragem combina facilmente elevada ductilidade e baixo limite de elasticidade. As ligas como 3003-O ou 5052-H32 são excelentes escolhas quando a facilidade de conformação é a principal prioridade.
Escolher o alumínio certo envolve mais do que apenas escolher a opção mais macia. O que define verdadeiramente a capacidade de dobragem, quais as ligas que se destacam, se o alumínio mais macio é sempre melhor e como pode evitar fissuras? Vamos explorar estes factores críticos.
Qual é a melhor liga de alumínio para dobrar facilmente?
Confrontado com uma folha de especificações que exige uma peça de alumínio dobrada, por onde começar com a seleção da liga? Uma escolha errada pode levar a uma falha imediata durante a conformação.
Quando os clientes me perguntam qual é a liga de alumínio mais fácil de dobrar, normalmente indico-lhes o 3003 na têmpera 'O' (recozido). O 5052 numa têmpera O ou H32 também é excecionalmente moldável e oferece mais resistência.
A determinação da "melhor" liga para uma flexão fácil depende ligeiramente da definição de "fácil", mas, geralmente, refere-se a ligas que podem sofrer uma deformação significativa sem fraturar ou exigir força excessiva. Isto está normalmente associado a uma menor resistência e a uma maior ductilidade.
Principais candidatos para dobragem fácil
Com base nas propriedades do material e na prática comum da indústria, certas ligas de alumínio são consistentemente classificadas como de alta conformabilidade:
Alumínio 3003: É frequentemente considerado o cavalo de batalha para aplicações que requerem uma excelente conformabilidade. É uma liga de alumínio-manganês.
Benefício chave: A sua principal vantagem é a sua excelente capacidade de trabalho, incluindo a capacidade de dobragem. Normalmente, pode suportar raios de curvatura muito apertados sem fissurar, especialmente na têmpera recozida ('O').
Limitação: Tem uma resistência relativamente baixa em comparação com outras ligas comuns como a 6061.
Utilizações comuns: Encontram-se frequentemente em aplicações em que a formabilidade é fundamental, como equipamento químico, utensílios de cozinha, condutas, depósitos de combustível e acabamentos arquitectónicos.
Alumínio 5052: Uma liga de alumínio-magnésio, conhecida pela sua boa trabalhabilidade combinada com uma resistência superior à do 3003.
Benefício chave: Oferece uma muito boa capacidade de flexão, particularmente em têmperas mais suaves como "O" ou H32/H34. Também possui uma boa resistência à corrosão, especialmente em ambientes marinhos.
Comparação de forças: Mais forte do que o 3003, mas geralmente não tão forte como o 6061-T6.
Utilizações comuns: Amplamente utilizado para componentes marítimos, depósitos de combustível, peças de chassis, recipientes sob pressão e trabalhos em chapa metálica que exijam boa formabilidade e durabilidade.
Benefício chave: Extremamente dúctil e fácil de moldar e dobrar devido à sua elevada pureza e baixa resistência. Excelente resistência à corrosão.
Limitação: Resistência mecânica muito baixa, o que limita a sua utilização em aplicações estruturais.
Utilizações comuns: Frequentemente utilizado para aplicações em que é necessária uma extrema maleabilidade e a resistência não é uma preocupação primordial, como equipamento químico, guarnições decorativas, aletas e condutores eléctricos.
Porque é que estas ligas são excelentes
Estas ligas dobram-se facilmente, principalmente porque possuem:
Baixa resistência ao escoamento: Começam a deformar-se permanentemente sob tensão relativamente baixa.
Elevado alongamento: Podem esticar significativamente antes de fraturar, acomodando a tensão de tração no raio de curvatura exterior.
Estrutura de grãos favorável: A sua estrutura metalúrgica em têmperas mais suaves permite que os grãos se deformem e deslizem uns sobre os outros mais facilmente.
Eis uma comparação simples centrada na capacidade de dobragem:
Liga metálica
Temperatura típica de flexão
Facilidade relativa de dobragem
Força relativa
Vantagem chave para a dobragem
1100
O
Mais fácil
Mais baixo
Maior ductilidade, menor força necessária
3003
O, H12, H14
Excelente
Baixa
Excelente formabilidade, baixo custo
5052
O, H32, H34
Muito bom
Médio
Bom equilíbrio entre formabilidade e resistência
6061
O, T4
Bom
Médio-Alto
Liga estrutural dobrável (em O/T4)
6063
O, T4
Bom
Médio
Boa extrudabilidade e acabamento
Por conseguinte, se o requisito principal for simplesmente o facilidade de formar a curva com um risco mínimo de fissuração e a capacidade de obter raios apertados, 3003-O ou 1100-O são frequentemente as "melhores" escolhas. No entanto, se também for necessária alguma força, 5052 com um temperamento adequado torna-se um concorrente muito forte.
O que define o melhor alumínio para propriedades de flexão?
Sabemos que algumas ligas dobram mais facilmente, mas que caraterísticas específicas do material devo procurar numa folha de dados para prever a capacidade de dobragem? Não se trata apenas de números de liga.
Do ponto de vista da engenharia, considero que as melhores propriedades de flexão do alumínio são definidas por alongamento (indicando ductilidade) e um valor relativamente baixo de limite de elasticidade. Um maior intervalo entre a tensão de cedência e a tensão de rutura também ajuda.
Identificar o "melhor" alumínio para dobrar não se trata apenas de escolher um número de liga específico; trata-se de compreender as propriedades mecânicas subjacentes que governam a forma como um material se comporta sob tensão de dobragem. Quando se dobra uma peça de alumínio, a superfície exterior sofre tensão (alongamento), enquanto a superfície interior sofre compressão. O material deve ser capaz de suportar esta deformação sem falhar.
Propriedades mecânicas essenciais para a capacidade de dobragem
Várias propriedades mecânicas padrão, normalmente encontradas nas folhas de dados do material, fornecem fortes indicadores da adequação de uma liga de alumínio para dobragem:
Alongamento (%): Este é talvez o indicador mais importante de ductilidade - a capacidade de um material se deformar plasticamente (permanentemente) sem fraturar. É medido durante um ensaio de tração como o aumento percentual no comprimento de um espécime antes de se partir. Valores de alongamento mais elevados significam que o material pode esticar mais antes de falharque é crucial para acomodar a tensão no raio exterior de uma curva. As ligas e as têmperas com valores de alongamento tipicamente acima de 10-15% são consideradas razoavelmente moldáveis, enquanto que aquelas acima de 20-25% são excelentes.
Resistência ao escoamento (YS): É a tensão a partir da qual o material começa a deformar-se plasticamente (permanentemente). Uma menor tensão de cedência significa que é necessária menos força para iniciar a curvatura. Embora um limite de elasticidade muito baixo facilite a dobragem, também significa que a peça final será menos resistente à deformação em serviço.
Resistência à tração final (UTS): Esta é a tensão máxima que o material pode suportar ao ser esticado ou puxado antes de se esvaziar (afinamento local) e eventualmente fraturar.
Diferença entre a resistência ao escoamento (YS) e a resistência à tração final (UTS): Uma diferença maior entre UTS e YS indica uma maior capacidade de endurecimento por trabalho e um maior intervalo de deformação plástica antes da rotura. Os materiais com um pequeno intervalo entre YS e UTS tendem a ser mais frágeis e podem fraturar pouco depois do início da cedência, o que os torna maus candidatos para a flexão. Uma grande diferença sugere que o material pode suportar uma deformação plástica significativa após o início da cedência.
Dureza: Embora não seja uma medida direta da capacidade de dobragem, a dureza (frequentemente medida nas escalas Brinell ou Rockwell) está geralmente correlacionada de forma inversa com a ductilidade. Os materiais mais macios (menor dureza) são normalmente mais dúcteis e mais fáceis de dobrar. As designações das temperaturas estão diretamente relacionadas com os níveis de dureza e resistência.
Interpretação das propriedades
Elevado alongamento + baixo limite de elasticidade = fácil dobragem: Esta combinação permite que o material se estique significativamente no raio exterior sem quebrar e requer menos força para iniciar a dobra. Isto é típico de ligas recozidas (têmpera "O") como 1100, 3003 e 5052.
Elevado alongamento + resistência moderada ao escoamento = bom equilíbrio: As ligas como 5052-H32 ou 6061-T4 oferecem uma resistência razoável, ao mesmo tempo que possuem um bom alongamento, tornando-as dobráveis com técnicas e raios adequados.
Baixo alongamento + alto limite de elasticidade = difícil dobragem: As têmperas de alta resistência, como a T6, têm um alongamento significativamente reduzido. A sua dobragem requer raios muito maiores, mais força e acarreta um maior risco de fissuração.
Segue-se uma tabela que ilustra o conceito com valores típicos (nota: os valores exactos variam):
Imóveis
Definição
Alto valor significa...
Baixo valor significa...
Importância para a dobragem
Alongamento (%)
Quantidade que o material estica antes de se partir
Mais dúctil
Mais Brittle
Muito elevado (Maior=Melhor)
Resistência ao escoamento
Tensão para causar deformação permanente
Mais forte, mais difícil de dobrar
Mais fraco, mais fácil de dobrar
Moderado (Menor=Mais fácil)
UTS - YS Gap
Intervalo de deformação plástica antes da fratura
Mais resistente (mais duro)
Menos formável (frágil)
Elevado (Mais largo=Melhor)
Dureza
Resistência à indentação/riscos
Mais duro, menos dúctil
Mais macio, mais dúctil
Moderado (Menor=Mais fácil)
Por conseguinte, ao avaliar as fichas de dados, deve concentrar-se principalmente em maximizar o alongamento assegurando simultaneamente a limite de elasticidade é suficientemente baixo para o seu processo de conformação, mas suficientemente elevado para as necessidades da aplicação final. A diferença entre UTS e YS fornece mais informações sobre a tenacidade do material durante a conformação.
A têmpera mais suave é sempre o melhor alumínio para dobrar?
É um conselho comum: "Se queres dobrar alumínio, usa a têmpera mais macia possível!" Mas será que essa é sempre a estratégia correta para o melhor resultado global?
Embora seja verdade que as têmperas mais suaves como 'O' (recozido) ou T4 dobram mais facilmente com o menor risco de fissuração, também resultam numa peça final mais fraca. Os melhor O temperamento envolve frequentemente um compromisso, selecionando um que seja suficientemente moldável para a curvatura necessária mas suficientemente forte para a aplicação.
A designação de têmpera de uma liga de alumínio significa o tratamento a que foi submetida para obter propriedades mecânicas específicas, principalmente resistência e dureza. Estes tratamentos têm um impacto significativo na ductilidade e, consequentemente, na capacidade de dobragem.
Compreender as temperaturas comuns e a capacidade de dobragem
O Temperatura (recozido): Este é o estado mais macio, mais fraco e mais dúctil de uma determinada liga. É conseguido aquecendo o alumínio a uma temperatura específica e depois arrefecendo-o lentamente. A têmpera O oferece o maior alongamento e o menor limite de elasticidade, tornando-a mais fácil de dobrar com os raios mais apertados possíveis e o menor risco de fissuração.
Tempos H (Ligas endurecidas por deformação - não tratáveis termicamente): Utilizado para ligas como 3003 ou 5052 que não podem ser reforçadas por tratamento térmico. O endurecimento por deformação (trabalho a frio) aumenta a resistência mas reduz a ductilidade. Existem temperaturas como H1x (apenas endurecido por deformação), H2x (endurecido por deformação e parcialmente recozido) e H3x (endurecido por deformação e estabilizado). Geralmente, quanto mais elevado for o segundo dígito (por exemplo, H18 vs. H14 vs. H12), mais duro e menos flexível é o material. As têmperas Hx2 e Hx4 são frequentemente boas soluções de compromisso para a maleabilidade.
T Tempers (Thermally Treated - Ligas tratáveis termicamente): Utilizado para ligas como 6061 ou 6063.
Temperamento T4: Tratado termicamente em solução e envelhecido naturalmente. Mais forte do que a têmpera O, mas ainda relativamente dúctil e significativamente mais maleável do que o T6. Muitas vezes, é uma boa escolha quando é necessário dobrar, seguido de envelhecimento artificial para T6 para obter uma maior resistência (embora o envelhecimento após a conformação possa ser complexo).
Têmpera T6: Tratadas termicamente em solução e envelhecidas artificialmente. Este processo produz a resistência mais elevada para estas ligas, mas reduz significativamente a ductilidade e o alongamento. A dobragem da têmpera T6 é um desafio, requer raios de dobragem muito maiores, mais força e tem um maior risco de fissuração, especialmente na superfície de dobragem exterior. A têmpera T5 é semelhante, mas ligeiramente menos forte e potencialmente ligeiramente mais maleável do que a T6.
O compromisso: capacidade de dobragem vs. resistência final
A afirmação "mais macio é melhor para dobrar" só é verdadeira se "melhor" significar "mais fácil de efetuar a dobragem sem falhas".
Vantagem das temperaturas suaves (O, T4, Hx2/Hx4): Menor força necessária, menor raio de curvatura mínimo possível, menor risco de fissuras durante a operação.
Desvantagem das temperaturas suaves: A peça dobrada final terá menor resistência, rigidez e dureza, o que pode não ser suficiente para a aplicação pretendida.
Pelo contrário:
Vantagem dos Tempos Difíceis (T6, Hx8): A peça final possui uma elevada resistência e rigidez.
Desvantagem dos Tempos Difíceis: Difícil de dobrar, requer grandes raios, ferramentas especializadas (como os dobradores de mandril), controlo preciso do processo e ainda acarreta um maior risco de fratura. Muitas vezes impraticável ou impossível para curvas complexas.
Encontrar o "melhor" equilíbrio
A "melhor" têmpera de alumínio para dobragem depende dos requisitos específicos do projeto:
Qual é a resistência/dureza mínima exigida para a peça final? Isto estabelece um limite inferior para a temperatura aceitável.
Qual é a geometria de curvatura necessária (raio, ângulo)? As curvas mais apertadas exigem têmperas mais dúcteis (mais macias).
Que processo de dobragem e ferramentas estão disponíveis? Métodos mais sofisticados (como a dobragem por mandril) podem lidar com materiais ligeiramente mais duros ou com raios mais apertados.
Muitas vezes, a solução óptima implica a seleção de uma têmpera que seja apenas suficientemente dúctil para efetuar a dobragem necessária com sucesso com o equipamento disponível, ao mesmo tempo que proporciona uma resistência adequada. Poderá ser uma têmpera intermédia como 5052-H32 ou 6061-T4.
Aqui está uma tabela concetual para a liga 6061:
Temperamento
Força relativa
Ductilidade relativa / Dobrabilidade
Raio de curvatura mínimo (orientação aproximada)
Melhor para...
6061-O
Mais baixo
Mais alto
~1-2 x Espessura
Flexão mais fácil, raios mais apertados, baixa necessidade de resistência
6061-T4
Médio
Bom
~2-4 x Espessura
Bom compromisso, dobrar e depois possivelmente envelhecer até T6
6061-T6
Mais alto
Mais baixo
~5-8 x Espessura (ou mais)
Peças de elevada resistência, requerem uma dobragem cuidadosa
Nota: Os raios de curvatura mínimos são muito aproximados e dependem das ferramentas, da espessura e dos requisitos de qualidade.
Por conseguinte, enquanto os temperamentos mais suaves se dobram mais facilmentenão são sempre a melhor escolha geral se a peça final necessitar de uma resistência significativa. A melhor abordagem envolve a compreensão dos compromissos e a seleção da têmpera que satisfaz os critérios de formabilidade e de desempenho final.
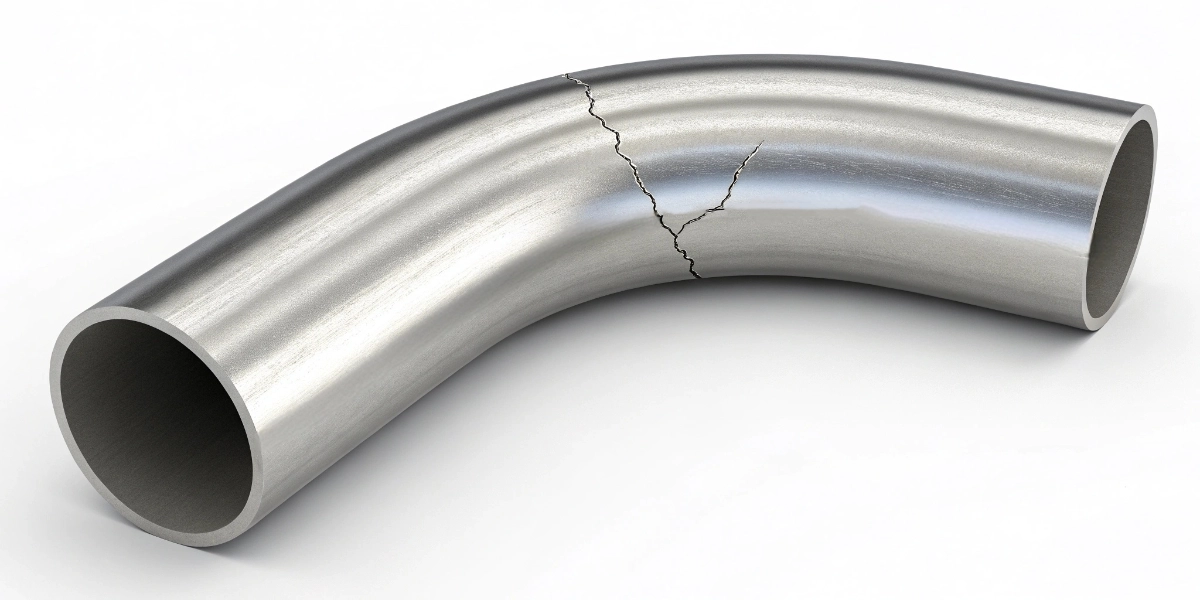
Como evitar a fissuração do melhor alumínio para dobrar?
Escolheu uma liga de alumínio dúctil e uma têmpera excelentes, mas mesmo assim, por vezes, ocorrem fissuras durante a dobragem. Como posso garantir sempre uma dobragem suave e sem defeitos?
Com base na minha experiência de resolução de problemas de fabrico, a prevenção de fissuras envolve vários passos fundamentais: respeitar sempre o raio de curvatura mínimo do material, utilizar uma lubrificação adequada, garantir ferramentas suaves, controlar a velocidade de curvatura e utilizar técnicas de apoio como a curvatura por mandril, especialmente para curvas mais apertadas ou paredes mais finas.
Mesmo quando se utilizam ligas de alumínio conhecidas pela sua boa capacidade de dobragem, podem ocorrer fissuras se o processo de dobragem não for executado corretamente ou se o material for forçado para além dos seus limites. A prevenção de fracturas requer uma atenção cuidada à seleção do material, ferramentas, técnica e compreensão da física envolvida.
1. Seleção de materiais (Revisitado)
Escolha Ligas dúcteis/Temperaturas: Como discutido anteriormente, comece com ligas como 3003, 5052, 1100, ou ligas estruturais como 6061/6063 nas suas têmperas mais suaves (O, T4, Hx2/Hx4). Estas têm um alongamento mais elevado, o que lhes permite esticar mais no raio de curvatura exterior sem falhar. Evite as têmperas de alta resistência (T6, Hx8) para curvas apertadas, exceto se for absolutamente necessário e especificamente concebido para o efeito.
Verificar a qualidade do material: Assegurar que o alumínio está isento de defeitos, inclusões ou danos pré-existentes que possam atuar como concentradores de tensão e iniciar uma fissura.
2. Respeitar o raio de curvatura mínimo
Conceito: Cada material, espessura e têmpera tem um raio mínimo ao qual pode ser dobrado sem tensão excessiva ou fratura. A dobragem mais apertada do que este limite aumenta drasticamente o risco de fissuração na superfície exterior (devido a tensão de tração excessiva) ou de encurvadura na superfície interior.
Diretrizes: O raio de curvatura mínimo é frequentemente expresso como um múltiplo da espessura do material (por exemplo, 2T, 3T). Os materiais/temperaturas mais suaves permitem múltiplos mais pequenos (curvas mais apertadas). Os materiais mais espessos requerem geralmente raios maiores. Consulte sempre as fichas técnicas dos materiais ou recursos de engenharia de renome para obter os raios de curvatura mínimos recomendados para a sua liga, têmpera e espessura específicas. Nunca tente forçar uma dobra mais apertada do que o recomendado.
Segue-se um quadro ilustrativo (apenas orientações, verificar sempre as condições específicas):
Liga/Temperatura
Raio de curvatura mínimo típico Raio de curvatura (múltiplo da espessura 'T')
Notas
1100-O
0T - 1T
Extremamente dúctil
3003-O
0T - 1.5T
Muito maleável
3003-H14
1T - 2,5T
Moderadamente endurecido pelo trabalho
5052-O
0,5T - 2T
Boa ductilidade
5052-H32
1,5T - 3T
Boa força de equilíbrio/formabilidade
6061-O
1T - 2T
Recozido, muito moldável para 6061
6061-T4
2T - 4T
Moderadamente forte, razoavelmente moldável
6061-T6
5T - 8T+
Alta resistência, difícil de dobrar, arriscado
3. Técnica de dobragem e ferramentas corretas
Utilizar um método adequado: Para raios apertados ou paredes finas, recomenda-se vivamente a dobragem com mandril. O mandril interno suporta a parede do tubo, evitando o colapso e reduzindo a concentração de tensões. Para raios maiores, a curvatura por rolo ou mesmo a curvatura por compressão cuidadosa pode ser suficiente. Evite a simples curvatura por percussão em aplicações críticas.
Ferramenta lisa: Assegurar que as matrizes de dobragem, as matrizes de fixação, as matrizes de pressão e os mandris estão lisos, polidos e sem cortes ou danos. As imperfeições da superfície das ferramentas podem ser transferidas para o alumínio e criar pontos de tensão onde podem começar as fissuras.
Raio de ferramenta correto: O raio da matriz de dobragem deve corresponder ao raio desejado no interior raio de curvatura da peça.
Lubrificação: A utilização de um lubrificante de dobragem adequado reduz o atrito entre o alumínio e as ferramentas. Isto permite que o material deslize mais facilmente durante a deformação, reduzindo a tensão de tração na superfície exterior e minimizando o risco de escoriações ou rasgões.
Velocidade controlada: A dobragem demasiado rápida pode aumentar a tensão e a probabilidade de fissuração, especialmente com materiais menos dúcteis. É geralmente preferível uma velocidade de quinagem suave e controlada.
4. Considerar a direção do grão (folha/placa)
Para chapas ou folhas de alumínio, dobragem transversalmente a direção do grão (a direção em que o material foi laminado) é geralmente preferida, uma vez que o material tende a ser ligeiramente mais dúctil nesta orientação. A dobragem paralela à direção do grão pode, por vezes, aumentar o risco de fissuração ao longo dos limites do grão, especialmente no caso de dobras mais apertadas ou de ligas menos moldáveis. Este fator é menos importante no caso dos tubos extrudidos, em que a estrutura do grão está mais alinhada com o comprimento.
5. Temperatura (formação a quente)
Em alguns casos difíceis, o aquecimento suave do alumínio (muito abaixo das temperaturas de recozimento) pode aumentar temporariamente a sua ductilidade e facilitar a dobragem, reduzindo o risco de fissuração. Esta "enformação a quente" requer um controlo cuidadoso da temperatura e pode afetar a têmpera/propriedades finais, pelo que é utilizada de forma selectiva.
Selecionando cuidadosamente o material e a têmpera corretos, respeitando os raios mínimos de curvatura, utilizando ferramentas e técnicas adequadas e em bom estado de conservação (especialmente o suporte do mandril), controlando a velocidade e considerando potencialmente a direção do grão, o risco de fissuração durante a curvatura pode ser significativamente minimizado.
Conclusão
A seleção do melhor alumínio para dobragem envolve o equilíbrio entre a facilidade de conformação (ductilidade, baixo limite de elasticidade) e a resistência da peça final. As ligas como 3003-O ou 5052-H32 dobram-se facilmente. A prevenção de fissuras requer o respeito pelos raios de curvatura e a utilização de técnicas adequadas, como a curvatura por mandril.