Precisa de moldar barras de alumínio para o seu projeto, mas está preocupado em fazê-lo corretamente? Sei que conseguir curvas precisas sem defeitos pode parecer um desafio se não tiver experiência ou a configuração correta.
Com base no meu historial de fornecimento de peças de alumínio personalizadas, a curvatura de barras de alumínio envolve técnicas específicas e o conhecimento do material. A sua dificuldade depende muito da liga, da têmpera, do diâmetro e do raio de curvatura pretendido, mas é definitivamente possível com a abordagem e os conhecimentos corretos.
A dobragem bem sucedida de varões de alumínio permite muitas utilizações, desde elementos estruturais e estruturas a peças decorativas e componentes funcionais. Vejamos o quão difícil é realmente, as ferramentas necessárias para o sucesso, as armadilhas comuns a evitar e os limites de quão apertado pode dobrar estes versáteis varões.
Qual é a dificuldade de dobrar varões de alumínio com precisão?
Começar um projeto com varas dobradas pode ser intimidante. Será difícil obter essas curvas exactas sem estragar o material? Falo frequentemente sobre isto com os clientes que planeiam os seus projectos.
Na minha experiência, a dificuldade varia muito. Dobrar varas macias e de pequeno diâmetro para grandes raios é bastante fácil. No entanto, dobrar com precisão ligas mais duras, diâmetros maiores ou obter raios apertados requer mais perícia, ferramentas adequadas e um controlo cuidadoso para evitar problemas.
A dificuldade sentida de dobrar com precisão varas de alumínio depende significativamente de vários factores interligados. Não se trata de uma simples questão de sim ou não; a tarefa existe num espetro que vai de relativamente simples a bastante exigente, requerendo conhecimentos especializados e equipamento no extremo superior.
Factores que influenciam a dificuldade de dobragem
Liga de alumínio: As diferentes ligas de alumínio possuem propriedades mecânicas muito diferentes que afectam diretamente a sua formabilidade.
Ligas mais macias (por exemplo, 1100, 3003): Estas ligas têm um baixo limite de elasticidade e uma elevada ductilidade (alongamento). Isto significa que se deformam facilmente com menos força e podem esticar-se consideravelmente na dobra exterior sem fissurar. A dobragem destas ligas é geralmente considerada fácil.
Ligas de resistência média (por exemplo, 5052, 6063): Estes oferecem um equilíbrio entre resistência e maleabilidade. Exigem mais força do que as séries 1xxx ou 3xxx, mas continuam a ser facilmente dobráveis, especialmente quando em têmperas mais suaves.
Ligas de alta resistência (por exemplo, 6061-T6, 2024, 7075): Estas ligas são significativamente mais fortes e menos dúcteis. Requerem substancialmente mais força para dobrar, são muito mais susceptíveis a fissuras (especialmente no raio de dobragem exterior) e necessitam de raios de dobragem maiores. A dobragem destas ligas com precisão e sem defeitos exige equipamento robusto e um controlo cuidadoso do processo.
Temperamento: Para qualquer liga (especialmente as tratáveis termicamente, como 6061 ou 6063), a têmpera (nível de dureza/resistência obtido através de tratamento térmico ou endurecimento por trabalho) é fundamental.
Têmpera "O" (recozida): O estado mais macio e mais dúctil. É sempre a têmpera mais fácil de dobrar para qualquer liga.
Temperamento T4: Tratada termicamente em solução e envelhecida naturalmente. Oferece um bom compromisso - mais forte do que o 'O' mas ainda significativamente mais maleável do que o T6.
Têmpera T6: Solução tratada termicamente e envelhecida artificialmente para obter a máxima resistência. Este processo reduz significativamente a ductilidade, tornando o T6 a têmpera comum mais difícil de dobrar.
Diâmetro da haste: Os varões de maior diâmetro requerem inerentemente mais força para dobrar do que os varões de menor diâmetro da mesma liga e têmpera, simplesmente devido ao aumento da quantidade de material a ser deformado. O equipamento de dobragem deve ser adequadamente dimensionado para a força necessária.
Raio de curvatura: A tentativa de dobrar um varão num raio mais apertado do que o material pode suportar para a sua liga, têmpera e diâmetro é a principal causa de dificuldade e falha (fissuração/fratura). As curvas mais apertadas induzem mais tensão no material. A obtenção de raios muito apertados com precisão é sempre mais difícil.
Requisitos de exatidão: Dobrar uma haste para uma curva aproximada é mais fácil do que obter um ângulo e um raio precisos com tolerâncias apertadas, o que requer ferramentas e medições mais sofisticadas.
Níveis de dificuldade gerais
Podemos resumir a dificuldade em termos conceptuais:
Cenário
Nível de dificuldade
Principais desafios
Pequeno diâmetro, liga macia (3003-O), raio grande
Fácil
Força mínima, baixo risco de fissuração
Diâmetro médio, liga média (6061-T4), raio moderado
Grande diâmetro, liga dura (6061-T6), raio apertado
Difícil
Força elevada, elevado risco de fissuração, requer precisão
Por conseguinte, ao dobrar uma barra de alumínio pode seja fácil em condições favoráveis, a obtenção de curvas precisas em ligas mais fortes, tamanhos maiores ou em raios apertados apresenta desafios significativos que exigem conhecimentos, ferramentas e técnicas adequadas.
Que ferramentas são utilizadas para dobrar corretamente as barras de alumínio?
Saber dobrar pode ser complicado, que ferramentas são realmente necessárias para o fazer corretamente e evitar danificar a vareta? Confiar em métodos improvisados conduz frequentemente a maus resultados.
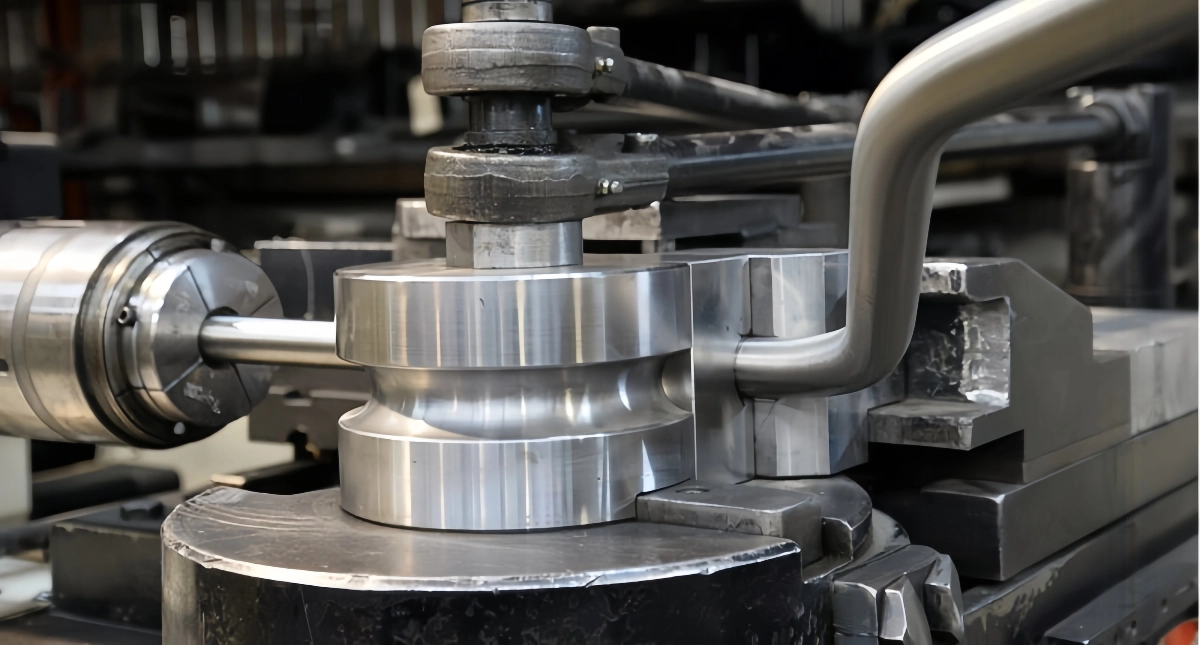
Do ponto de vista do fabrico, utilizamos ferramentas especializadas, como dobradoras de tração rotativa, dobradoras de três rolos ou prensas hidráulicas com matrizes adequadas concebidas para o diâmetro específico do varão e o raio pretendido. Existem dobradoras manuais para varões mais pequenos e macios.
A dobragem bem sucedida de varões de alumínio, especialmente com precisão e sem defeitos, requer normalmente ferramentas especificamente concebidas para a tarefa. A escolha da ferramenta depende muito do diâmetro do varão, da liga e da têmpera, do raio e ângulo de curvatura pretendidos, da precisão necessária e do volume de produção. Os métodos improvisados que utilizam tornos e força bruta conduzem frequentemente a dobras, curvas imprecisas ou fracturas.
Ferramentas de dobragem comuns
Curvadoras manuais de tubos e barras:
Descrição: Ferramentas manuais, muitas vezes acionadas por alavanca, concebidas para hastes de menor diâmetro (normalmente até 1/2 polegada ou talvez um pouco mais, dependendo da suavidade da liga). Geralmente incorporam ranhuras pré-formadas ou matrizes para raios comuns.
Melhor para: Ligas macias (1100, 3003, 5052/6063 macias), pequenos diâmetros, curvas não críticas, projectos de bricolage, reparações no terreno, baixo volume.
Limitações: Capacidade de força limitada, difícil de alcançar alta precisão ou raios apertados em materiais mais resistentes, depende muito da habilidade do operador.
Dobradeiras rotativas:
Descrição: Máquinas mais sofisticadas (manuais, hidráulicas ou CNC) que fixam a barra e a puxam à volta de uma matriz de curvatura rotativa. Utilizam frequentemente mandris internos (embora menos comuns para barras sólidas do que para tubos) e matrizes de pressão para suportar o material durante a dobragem.
Melhor para: Obtenção de curvas de elevada precisão, consistência e qualidade, especialmente com raios mais apertados ou materiais mais difíceis. Adequado para volumes de produção médios a elevados. As versões CNC permitem sequências complexas de múltiplas dobras.
Limitações: Requer ferramentas específicas (matrizes) para cada diâmetro de varão e raio de curvatura, custo inicial do equipamento mais elevado.
Dobradores de três rolos (rolos de ângulo, dobradores de secção):
Descrição: Máquinas com três rolos ajustáveis (geralmente em formação de pirâmide) que curvam progressivamente a haste à medida que esta passa por eles várias vezes.
Melhor para: Criação de curvas de grande raio, curvas amplas, arcos, espirais ou círculos completos. Pode lidar com uma variedade de tamanhos de barras, dependendo da capacidade da máquina.
Limitações: Não é adequado para raios apertados. A obtenção de pontos de início/fim precisos para a dobragem pode ser um desafio em comparação com a dobragem por tração.
Travões de prensa hidráulicos (com ferramentas V-dies ou Radius):
Descrição: Embora sejam principalmente utilizadas para chapas metálicas, as prensas dobradeiras equipadas com dispositivos em V apropriados ou ferramentas de raio especializadas podem ser utilizadas para dobrar varões, normalmente para dobras em ângulo simples em vez de curvas suaves.
Melhor para: Criação de curvas angulares discretas em barras, frequentemente utilizadas para suportes ou apoios estruturais. Pode suportar diâmetros maiores e aplicar uma força significativa.
Limitações: Propenso a marcar a haste, pode causar algum achatamento se a ferramenta não for ideal, menos adequado para curvas suaves e contínuas em comparação com dobradores de rolo ou de tração.
Gabaritos e acessórios personalizados:
Descrição: Para dobras repetitivas específicas, podem ser fabricados gabaritos personalizados para guiar a haste e garantir a consistência ao utilizar métodos de dobragem manuais ou mais simples.
Melhor para: Melhorar a repetibilidade em configurações de dobragem de baixa tecnologia para geometrias de peças específicas.
Limitações: Conceção e fabrico necessários para cada dobragem única.
Componentes essenciais de ferramentas (para dobragem de máquinas)
Dobrar o molde: A ferramenta principal com o raio desejado ao qual a haste se conforma.
Matriz de fixação: Segura firmemente a secção reta da haste durante a dobragem.
Matriz de pressão: Aplica pressão para suportar a haste à medida que esta é puxada à volta da matriz de dobragem.
(Opcional) Mandril: Suporte interno utilizado principalmente para tubos, mas por vezes adaptado a cenários específicos de curvatura de barras, embora menos comum.
(Opcional) Matriz do limpa para-brisas: Suporta o raio interior logo após o ponto tangente para evitar o enrugamento (mais crítico para a tubagem).
A escolha da ferramenta correta envolve a correspondência das capacidades da ferramenta (força, precisão, capacidade de raio) com as exigências da tarefa de quinagem específica (material, diâmetro, requisitos de quinagem). A utilização de ferramentas subdimensionadas ou inadequadas é uma causa comum de maus resultados.
Quais são os erros comuns na dobragem de varões de alumínio?
Muito bem, tenho as ferramentas e os materiais corretos. A que armadilhas devo estar atento para evitar cometer erros dispendiosos quando estiver a dobrar os varões?
Depois de ter visto muitas tentativas, os erros mais comuns que noto incluem a escolha da liga/temperatura errada (demasiado dura), dobrar mais apertado do que o raio mínimo, utilizar ferramentas incorrectas ou danificadas, aplicar força demasiado rapidamente e um suporte inadequado que leva a dobras ou fracturas.
A dobragem de barras de alumínio parece simples, mas vários erros comuns podem levar a resultados indesejáveis, como peças rachadas, dimensões incorrectas, danos na superfície ou resultados inconsistentes. A consciencialização destas armadilhas é o primeiro passo para obter curvas de alta qualidade.
Erro 1: Seleção incorrecta do material/temperatura
Erro: Escolher uma liga ou têmpera demasiado dura ou não suficientemente dúctil para o raio de curvatura pretendido ou para o processo de conformação (por exemplo, tentar fazer uma curvatura apertada em 6061-T6).
Resultado: Fissuração ou fratura completa durante a flexão, retorno elástico excessivo, exigindo força excessiva, podendo danificar as ferramentas ou a peça.
Prevenção: Consultar as especificações do material. Selecione ligas como 3003, 5052 ou 6063/6061 em têmperas mais suaves (O, T4, Hx2/Hx4) para dobras significativas. Compreender o compromisso entre a resistência final e a formabilidade.
Erro 2: Violação do raio mínimo de curvatura
Erro: Tentativa de dobrar o varão em torno de um raio inferior ao que o material pode tolerar com segurança para o seu diâmetro, liga e têmpera.
Resultado: Uma elevada tensão de tração na superfície de dobragem exterior provoca fissuras ou fracturas. A compressão severa na superfície interior pode causar encurvadura ou distorção.
Prevenção: Determine e cumpra sempre o raio de curvatura mínimo recomendado para a condição específica do material. Utilize ferramentas com o raio correto. Geralmente, os materiais/temperaturas mais suaves permitem raios mais apertados.
Erro 3: Utilizar ferramentas inadequadas ou danificadas
Erro: Utilizar ferramentas não concebidas para o diâmetro da haste, utilizar matrizes gastas ou danificadas (cortes, superfícies ásperas), ou utilizar configurações improvisadas (por exemplo, dobrar sobre uma aresta afiada num torno).
Resultado: Dobras, achatamento (ovalização, embora menos pronunciada em barras sólidas do que em tubos), danos superficiais (riscos, goivas), ângulos ou raios de curvatura incorrectos. As ferramentas danificadas podem criar tensões que conduzem a fissuras.
Prevenção: Utilizar ferramentas especificamente concebidas para o diâmetro do varão e o tipo de curvatura (por exemplo, matrizes de curvatura rotativas, rolos de curvatura). Assegurar que as ferramentas são lisas, corretamente dimensionadas e estão em boas condições. Utilizar matrizes de suporte adequadas (matriz de pressão).
Erro 4: Apoio material inadequado
Erro: Não apoiar corretamente a haste durante a dobragem, especialmente perto da zona de dobragem (relevante para a dobragem por prensa ou métodos menos sofisticados). Para tubos, isto inclui a omissão de um mandril quando necessário.
Resultado: Dobragem, encurvadura ou colapso do perfil da haste.
Prevenção: Utilizar métodos como a curvatura por tração rotativa com matrizes de pressão que suportem a forma da barra. Assegurar uma fixação correta. Para tubos, utilize um mandril para curvas apertadas/paredes finas.
Erro 5: Velocidade de dobragem incorrecta
Erro: Aplicar a força de flexão demasiado rapidamente, especialmente com ligas menos dúcteis ou curvas complexas.
Resultado: Aumento da tensão no material, maior probabilidade de fissuras ou rasgões. Controlo reduzido sobre o ângulo final devido a um retorno elástico inconsistente.
Prevenção: Utilize uma velocidade de quinagem suave, controlada e consistente, adequada ao material e ao método.
Erro 6: Não ter em conta o retorno elástico
Erro: Dobrar a haste exatamente até ao ângulo final desejado sem considerar a recuperação elástica.
Resultado: O ângulo final após a libertação da força é inferior ao pretendido.
Prevenção: Compreender que todos os materiais apresentam um retorno elástico. Este deve ser compensado através de uma ligeira dobragem excessiva da haste. A quantidade de sobrecurvatura necessária depende da liga, da têmpera, do raio e do ângulo, muitas vezes determinada através de tentativa e erro ou de cálculos utilizando dados do material. As curvadoras CNC podem frequentemente calcular e aplicar automaticamente a compensação do retorno elástico.
Erro 7: Lubrificação insuficiente
Erro: Não utilização de um lubrificante adequado entre a haste e as ferramentas (especialmente as matrizes de dobragem e as matrizes de pressão).
Resultado: O aumento do atrito leva a maiores forças de flexão, escoriações na superfície, arranhões, desgaste da ferramenta e, potencialmente, rasgamento ou rachaduras na superfície da haste.
Prevenção: Aplicar um lubrificante de dobragem adequado compatível com o alumínio para reduzir o atrito e melhorar o fluxo de material durante a deformação.
Evitar estes erros comuns através de um planeamento cuidadoso, seleção de materiais, ferramentas adequadas e técnicas controladas é essencial para dobrar com sucesso e precisão as barras de alumínio.
Qual é o raio mínimo para dobrar barras de alumínio?
Preciso de uma curva muito apertada para o meu projeto. Com que precisão posso dobrar uma barra de alumínio antes que ela se parta ou fique com um aspeto horrível? Existe um limite rígido?
O raio de curvatura mínimo não é único. Com base nas especificações dos materiais com que trabalho, depende muito da liga de alumínio específica, da sua têmpera e do diâmetro da barra. As ligas mais macias em têmpera 'O' podem, por vezes, suportar um raio próximo de zero, enquanto o T6 duro pode necessitar de 5 a 8 vezes o diâmetro.
O raio mínimo de curvatura (MBR) é um parâmetro crítico no projeto de peças com barras de alumínio curvadas. Ele representa o menor raio de linha central para o qual uma haste pode ser dobrada sem causar defeitos inaceitáveis, como rachaduras, distorção excessiva ou enfraquecimento significativo. A tentativa de dobrar mais apertado do que o MBR é uma causa comum de falha.
Factores que determinam o raio de curvatura mínimo
O MBR não é um valor fixo, mas depende principalmente de:
Liga de alumínio e têmpera: Este é o fator mais importante.
Ductilidade: Os materiais com maior ductilidade (maior percentagem de alongamento) podem suportar mais estiramento na superfície de dobragem exterior e compressão na superfície interior, permitindo dobras mais apertadas. As ligas recozidas (têmpera "O") são as mais dúcteis.
Força: As ligas de maior resistência (como a têmpera T6) são menos dúcteis e requerem raios de curvatura maiores para evitar a fratura.
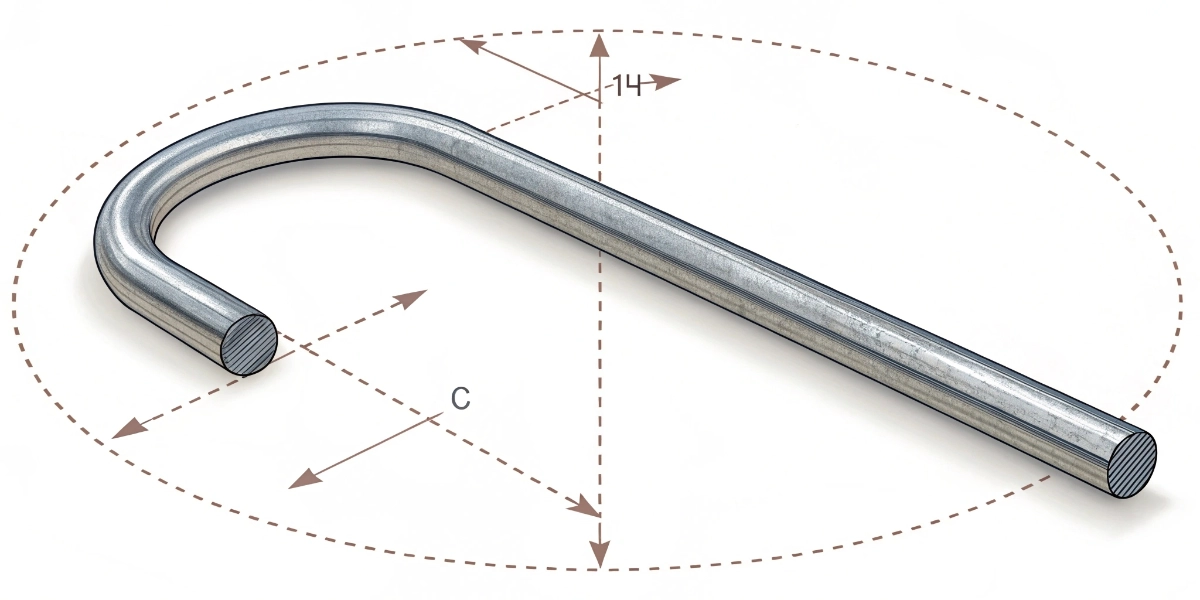
Diâmetro da haste (D): Embora seja frequentemente expresso em relação à espessura da chapa/placa/tubo, para varões sólidos, o próprio diâmetro influencia a deformação. No entanto, o MBR está mais frequentemente relacionado com as propriedades do material do que diretamente com o diâmetro, embora os diâmetros maiores exijam geralmente ferramentas de raio adequadamente maior para obter resultados suaves. Muitas vezes, as diretrizes são dadas em relação ao diâmetro (por exemplo, raio 2D, 3D).
Método de dobragem e ferramentas:
Método: Os métodos de precisão, como a dobragem por tração rotativa com um suporte adequado, podem frequentemente obter raios ligeiramente mais apertados em comparação com métodos mais simples, como a dobragem por prensagem.
Qualidade das ferramentas: As ferramentas lisas e bem conservadas minimizam as concentrações de tensão.
Nível de qualidade aceitável: A definição de uma curvatura "aceitável" influencia o MBR prático. Se forem toleráveis pequenas imperfeições da superfície ou um ligeiro achatamento, pode ser utilizado um raio ligeiramente mais apertado do que se for necessário um perfil e um acabamento perfeitos.
Orientações gerais (aproximadas)
É difícil fornecer valores exactos de MBR, uma vez que estes dependem de condições específicas, mas existem orientações gerais, frequentemente expressas como um múltiplo do diâmetro da haste (D):
Liga / Temperamento Condição
Raio de curvatura mínimo típico (linha de centro)
Notas
Muito macio / altamente dúctil:
1100-O, 3003-O
~ 1D para 2D
Pode frequentemente suportar curvas muito apertadas perto de cantos afiados.
Suave / Boa ductilidade:
5052-O, 5052-H32
~ 1.5D para 3D
Muito boa formabilidade, escolha comum para peças dobradas.
6061-O, 6063-O
~ 1.5D para 3D
O estado recozido é muito maleável para estas ligas.
Resistência média / Ductilidade razoável:
6061-T4, 6063-T4
~ 3D para 5D
Dobrável, mas requer um raio maior do que a têmpera O.
Alta resistência / baixa ductilidade:
6061-T6, 6063-T6
~ 6D a 10D+
Difícil de dobrar com firmeza, elevado risco de fissuração.
2024-T3/T4, 7075-T6
Muito grande / Frequentemente não recomendado
São geralmente considerados maus candidatos para a flexão apertada.
Advertências importantes:
Estes são orientações gerais apenas. Consulte sempre as fichas de dados específicas do material do fornecedor ou efectue testes de dobragem, se possível.
A qualidade da curvatura (suavidade, ausência de fissuras) é fundamental. Aproximar-se demasiado do mínimo absoluto pode comprometer a integridade.
Estes raios pressupõem a utilização de ferramentas e técnicas adequadas.
Implicações práticas
Fase de conceção: Os projectistas devem considerar o MBR no início do processo de conceção. Especificar um raio de curvatura mais apertado do que o material pode suportar conduzirá a problemas de fabrico ou exigirá a mudança para uma liga/tempero mais maleável (e potencialmente mais fraco).
Fabrico: Os operadores precisam de conhecer o MBR para a haste específica que estão a dobrar e garantir que as suas ferramentas e configuração respeitam este limite. A compensação do retorno elástico também requer a compreensão de como o material se comporta no raio escolhido.
Tentar fazer curvas significativamente mais apertadas do que estas diretrizes, especialmente com ligas mais duras ou com ferramentas inadequadas, tem grandes probabilidades de resultar em fissuras visíveis na superfície exterior ou, em casos graves, na fratura completa da barra de alumínio. Se não tiver a certeza, opte sempre por um raio ligeiramente maior.
Conclusão
A dificuldade de dobrar varões de alumínio varia consoante a liga, a têmpera e o tamanho. As ferramentas adequadas, como as dobradoras de tração, são fundamentais. Evite erros comuns, como exceder os raios mínimos de curvatura ou utilizar têmperas erradas para evitar fissuras e garantir resultados precisos e fiáveis para os seus projectos.