Os seus componentes electrónicos estão a funcionar demasiado quentes, correndo o risco de falhar? Sei o quão frustrante pode ser um arrefecimento ineficaz na conceção de um produto.
Na minha perspetiva, os perfis de dissipadores de calor extrudidos são formas específicas de alumínio fabricadas através da passagem de metal aquecido por uma matriz. Confio neles porque as suas estruturas de alhetas concebidas dissipam o calor de forma eficiente, proporcionando frequentemente um arrefecimento melhor e mais económico do que as opções genéricas.
Mas o que é que faz exatamente com que um perfil seja "extrudido", como é que este processo funciona, que vantagens oferece e, mais importante ainda, qual é o impacto da forma no arrefecimento? Vejamos mais de perto.
O que define um perfil de dissipador de calor extrudido?
Tentar encontrar o dissipador de calor adequado pode ser como procurar uma agulha num palheiro. Já me deparei com este desafio muitas vezes. Compreender os tipos de perfil ajuda a reduzir a procura.
Na minha experiência, um perfil de dissipador de calor extrudido é definido pela sua forma constante de secção transversal criada ao forçar o alumínio através de uma matriz. Reconheço-os pela sua forma linear e pela geometria específica das alhetas, concebidas para uma transferência de calor eficaz.
Um perfil de dissipador de calor extrudido é essencialmente um comprimento de metal, quase sempre uma liga de alumínio, que foi moldado forçando-o através de uma matriz com uma abertura específica. Este processo cria uma peça com uma secção transversal uniforme ao longo de todo o seu comprimento. Pense na forma que obtém quando empurra plasticina através de um estêncil moldado - esta é a ideia básica. Estas extrusões longas são depois cortadas em peças mais curtas para criar dissipadores de calor individuais.
As caraterísticas que o definem resultam diretamente deste método de fabrico:
Secção transversal uniforme: A forma que se vê quando se olha para a extremidade do perfil permanece a mesma de uma ponta à outra.
Material: Normalmente fabricados a partir de ligas de alumínio como 6063 ou 6061, escolhidas pela sua boa condutividade térmica, custo relativamente baixo, peso leve e adequação ao processo de extrusão.
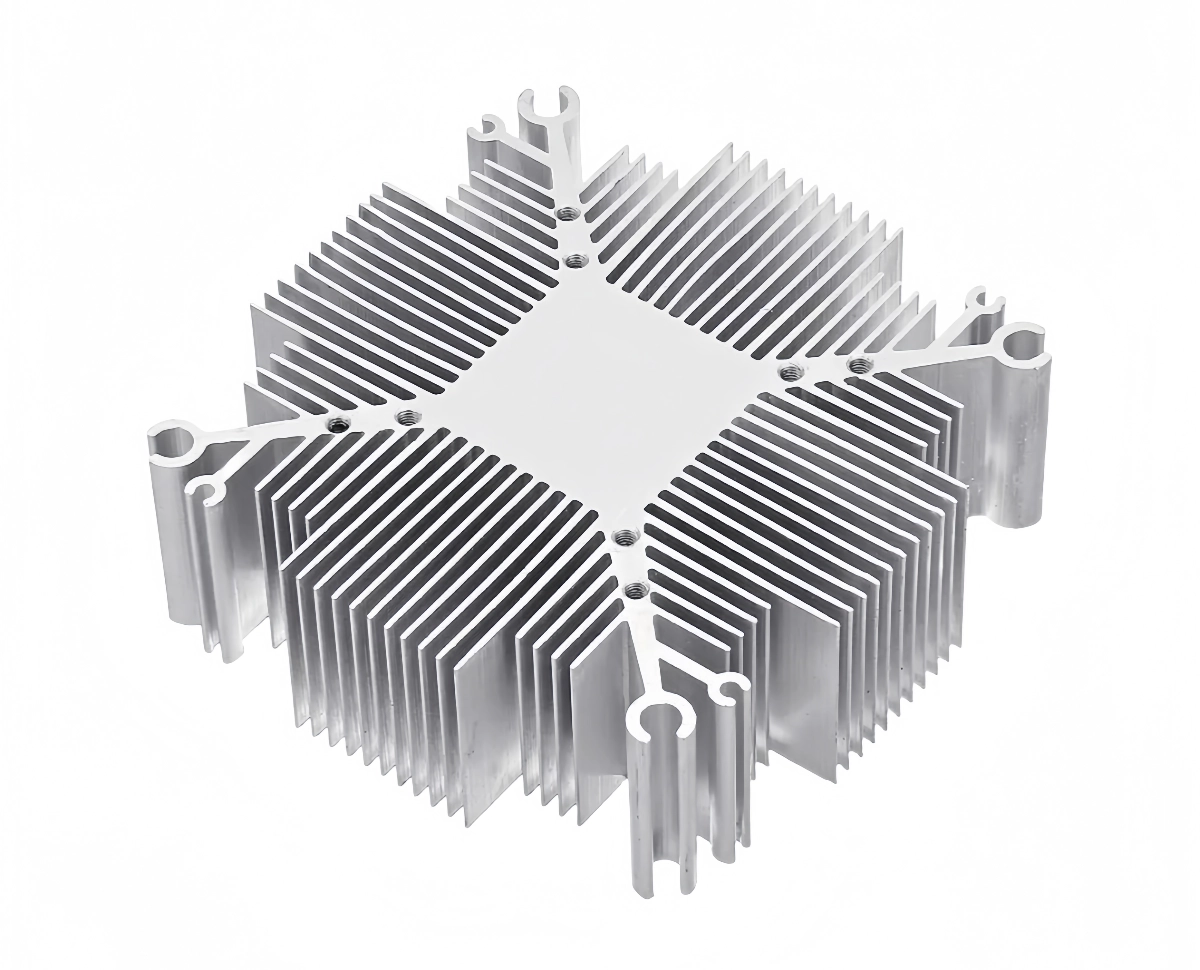
Caraterísticas principais: Geralmente consiste numa base plana (para montagem na fonte de calor) e em várias alhetas (elementos salientes concebidos para aumentar a área de superfície).
Discriminação dos componentes principais
A compreensão das partes típicas de um perfil ajuda a especificá-las ou a identificá-las:
Base: A base sólida do perfil. Tem de ser plana e lisa para garantir um bom contacto com o componente que gera calor. A espessura da base é importante para distribuir eficazmente o calor desde a fonte até todas as alhetas.
Barbatanas: Estas são as projecções que se estendem a partir da base. A sua conceção é fundamental para o desempenho. Os principais aspectos incluem:
Altura: A que distância se estendem da base.
Espessura: A importância de cada barbatana.
Pitch: A distância entre as alhetas adjacentes.
Quantidade: O número total de alhetas na largura do perfil.
Forma: Normalmente rectas e paralelas, mas podem ter cones, curvas ou serrilhas.
Liga de material: O tipo específico de liga de alumínio utilizado tem impacto na condutividade térmica, resistência, maquinabilidade e custo.
Identificação de perfis extrudidos
Normalmente, é possível identificar um perfil extrudido procurando:
Uma forma consistente ao longo do seu comprimento.
Caraterísticas típicas da extrusão, como aletas paralelas ao longo do comprimento da peça.
A ausência de caraterísticas que exijam fundição (formas 3D complexas) ou maquinação extensiva (cortes inferiores não paralelos à direção de extrusão).
Segue-se um quadro que destaca as ligas mais comuns utilizadas:
Designação da liga
Caraterísticas principais
Condutividade térmica típica (W/m-K)
Notas de casos de utilização comuns
6063-T5
Excelente extrudabilidade, bom acabamento
~200-218
O cavalo de batalha para perfis de dissipadores de calor padrão.
6061-T6
Maior resistência, boa maquinabilidade
~167-180
Utilizado quando é necessária uma maior integridade estrutural.
1050A / 1100
Alta pureza, maior condutividade
~220-230
Mais suave, menos forte; para um desempenho térmico máximo.
O reconhecimento destas caraterísticas definidoras ajuda a distinguir os perfis extrudidos dos perfis fabricados por outros métodos, como a fundição, a estampagem ou a maquinagem a partir de blocos sólidos. Cada método tem o seu lugar, mas a extrusão oferece uma combinação única de flexibilidade de conceção (em 2D) e rentabilidade para muitas soluções térmicas.
Como é que a extrusão de alumínio cria perfis?
Já alguma vez se perguntou como é que um simples bloco de alumínio se transforma naquelas formas complexas de dissipador de calor com todas as aletas? Inicialmente, pareceu-me complexo, mas o processo é lógico e eficiente.
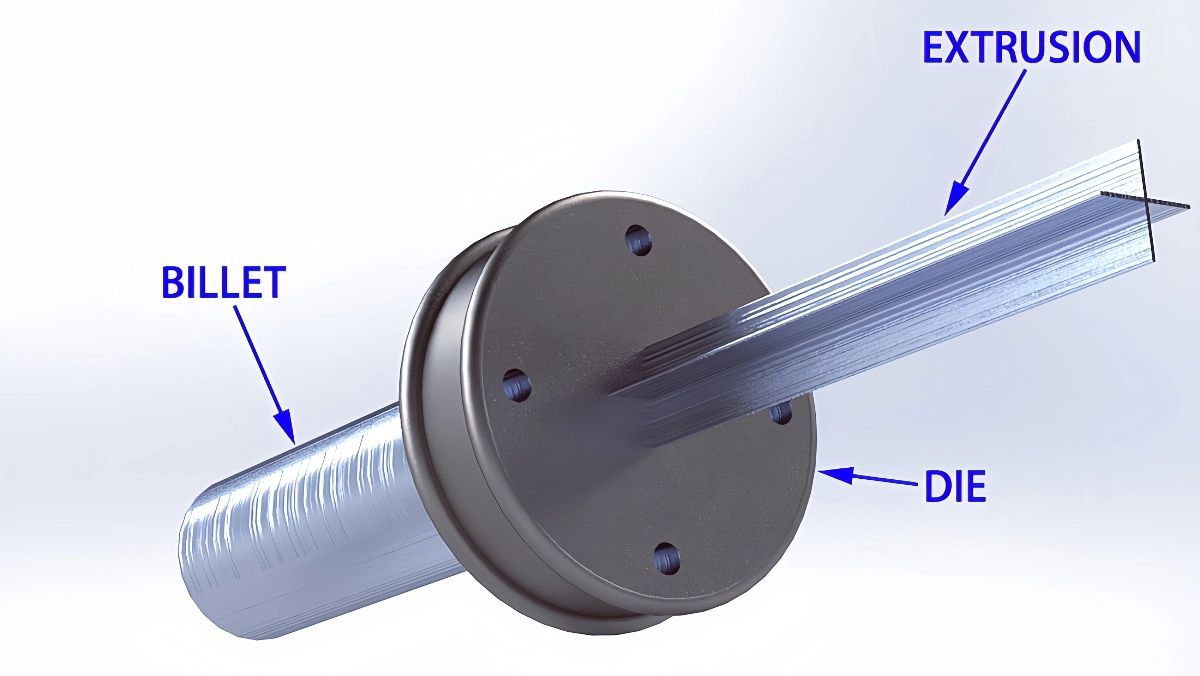
Aprendi que a extrusão de alumínio funciona aquecendo um tarugo de alumínio sólido até ficar macio e, em seguida, usando uma pressão imensa para forçá-lo a passar por uma matriz de aço com o formato do perfil desejado. É como espremer pasta de dentes, mas com o metal quente a criar uma forma contínua.
A criação de perfis de dissipadores de calor extrudidos baseia-se no processo industrial bem estabelecido da extrusão de alumínio. Este método é altamente eficaz para produzir peças com secções transversais consistentes em comprimentos longos, tornando-o ideal para componentes lineares como os dissipadores de calor. O processo envolve várias fases fundamentais, transformando um lingote de alumínio em bruto num perfil com uma forma precisa.
Processo de extrusão passo a passo
Preparação da matriz: Antes de se iniciar a extrusão, é necessário criar uma matriz. Esta é normalmente feita de aço temperado para ferramentas (como o H13) e possui uma abertura maquinada com a forma negativa exacta do perfil do dissipador de calor desejado. A qualidade e a precisão da matriz são fundamentais para a exatidão do perfil final e para o acabamento da superfície. Para perfis complexos, podem ser necessárias matrizes com várias peças.
Aquecimento de tarugos: Um tronco cilíndrico sólido de liga de alumínio, conhecido como tarugo, é cortado num comprimento adequado e colocado num grande forno. É aquecido a uma temperatura específica, geralmente entre 400°C e 500°C (750°F e 930°F), dependendo da liga. O alumínio não derrete, mas torna-se macio e maleável, permitindo que seja forçado a passar pela matriz. Um aquecimento uniforme é vital.
Carregamento da imprensa: O lingote aquecido é rapidamente transferido para a prensa de extrusão. Pode ser aplicado um lubrificante no lingote ou na matriz para reduzir a fricção e evitar que o alumínio se cole. O lingote é colocado dentro de um recipiente na prensa.
Extrusão: Um poderoso cilindro hidráulico aplica uma pressão imensa (de centenas a muitos milhares de toneladas) na parte de trás do lingote através de um bloco falso. Esta pressão força o alumínio amolecido a fluir através da(s) abertura(s) moldada(s) na matriz. À medida que emerge, assume a forma do perfil da matriz, saindo da prensa como uma peça longa e contínua. A velocidade de extrusão é cuidadosamente controlada.
Arrefecimento (Quenching): À medida que o perfil sai da matriz, deve ser arrefecido rapidamente. Este arrefecimento controlado, ou têmpera, é essencial para atingir as propriedades metalúrgicas desejadas (têmpera, resistência, dureza) para a liga de alumínio específica (por exemplo, têmpera T5 ou T6). Os métodos mais comuns incluem o arrefecimento por ar forçado ou a passagem do perfil por um banho de água ou spray. A taxa de arrefecimento deve ser cuidadosamente gerida.
Alongamentos: Após o arrefecimento, a extrusão longa pode apresentar ligeiras torções ou curvas. É transferida para um esticador, agarrada em ambas as extremidades e puxada sob tensão. Isto endireita o perfil com precisão e ajuda a aliviar as tensões internas desenvolvidas durante a extrusão e a têmpera.
Corte: Finalmente, a extrusão longa, reta e arrefecida é deslocada para uma estação de serragem. Aqui, é cortada nos comprimentos precisos e especificados necessários para o produto final do dissipador de calor.
Principais considerações sobre o processo
Complexidade da conceção de matrizes: A criação de matrizes para perfis intrincados com alhetas muito finas ou altas requer uma especialização significativa para garantir que o metal flui uniformemente em todas as partes da forma.
Seleção de ligas: As diferentes ligas extrudem de forma diferente e requerem parâmetros específicos de temperatura e velocidade.
Controlo da temperatura: A manutenção de temperaturas exactas do lingote e da matriz é crucial durante todo o processo.
Taxa de arrefecimento: A velocidade de arrefecimento tem um impacto significativo nas propriedades mecânicas finais do alumínio.
Este quadro descreve o fluxo básico:
Estágio
Ação
Objetivo primário
1. Preparação
Conceber e fabricar uma matriz de aço; aquecer um lingote de alumínio
Definir a forma; Amolecer o metal
2. Extrusão
Forçar o tarugo aquecido através da matriz através da pressão do êmbolo
Formar a forma de perfil contínuo
3. Arrefecer (Quench)
Arrefecer rapidamente o perfil (ar/água)
Fixar a resistência/dureza pretendida (Temper)
4. Esticar
Perfil de tração sob tensão
Endireitar com precisão; aliviar as tensões internas
5. Cortar
Serrar o perfil em comprimentos finais
Criar peças individuais de dissipadores de calor
A compreensão destes passos clarifica a forma como as formas únicas dos dissipadores de calor extrudidos são obtidas de forma eficiente e consistente. O processo permite obter formas 2D complexas, ideais para a gestão térmica.
Quais são as vantagens dos perfis extrudidos?
Porquê escolher perfis extrudidos quando existem outros métodos de fabrico? Costumo recomendar a extrusão porque as suas vantagens estão bem alinhadas com as necessidades de um arrefecimento eficiente e de uma produção económica.
Do meu ponto de vista, as principais vantagens são a poupança significativa de custos em ferramentas e por peça para a produção em volume, uma grande flexibilidade de conceção para formas 2D complexas e um desempenho térmico fiável devido às propriedades do material e à consistência do fabrico.
A extrusão de alumínio oferece um conjunto convincente de vantagens que a tornam um método muito popular e eficaz para o fabrico de perfis de dissipadores de calor em diversas aplicações. Estas vantagens estão relacionadas com o custo, as possibilidades de conceção, o desempenho e as caraterísticas do material.
Vantagens económicas
Custos mais baixos de ferramentas: Em comparação com os moldes complexos necessários para a fundição sob pressão ou a configuração extensiva para peças maquinadas únicas, o custo inicial de uma matriz de extrusão é muitas vezes significativamente mais baixo. Isto torna os projectos de perfis personalizados mais acessíveis, especialmente para volumes de produção médios.
Redução do custo das peças em volume: Uma vez criada a matriz, o processo de extrusão em si é relativamente rápido e eficiente em termos de material. Isto leva a um custo mais baixo por peça à medida que o volume de produção aumenta, em comparação com métodos como a maquinagem CNC, que têm um custo mais constante e mais elevado por peça, independentemente do volume.
Minimização do desperdício de material: A extrusão é um processo de forma quase líquida, o que significa que forma a peça muito perto da sua forma final com um mínimo de resíduos. Os processos subtractivos, como a maquinagem, começam com um bloco maior e cortam o material, gerando mais resíduos (embora recicláveis, têm menos valor do que a peça acabada).
Flexibilidade de design e personalização
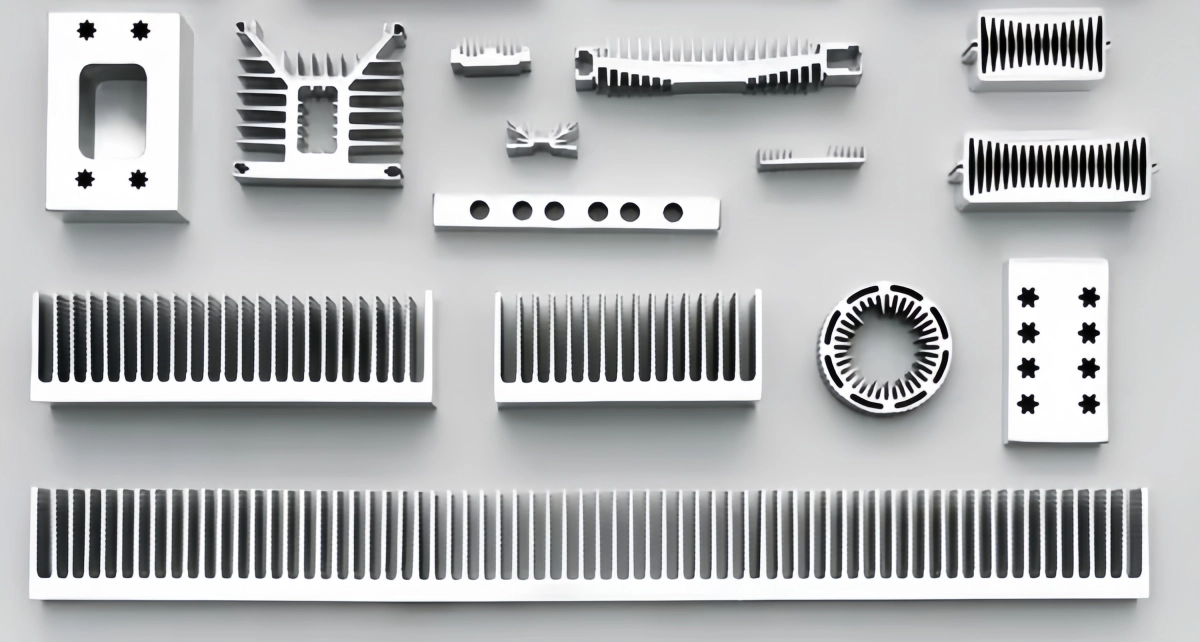
Secções transversais complexas: A extrusão é excelente na criação de formas 2D complexas que percorrem o comprimento da peça. Isto é ideal para dissipadores de calor, permitindo aos projectistas incorporar geometrias sofisticadas de aletas (altas, finas, densas, curvas) adaptadas com precisão para maximizar a área de superfície e otimizar o fluxo de ar para requisitos de arrefecimento específicos.
Caraterísticas integradas: Caraterísticas funcionais como ranhuras de montagem (ranhuras em T), canais de parafusos, encaixes de pressão ou guias de alinhamento podem muitas vezes ser concebidas diretamente no perfil de extrusão. Esta integração pode eliminar a necessidade de etapas de maquinagem secundárias, reduzindo os custos e simplificando a montagem.
Variedade de tamanhos: O processo pode produzir perfis que vão desde os muito pequenos (para eletrónica minúscula) até aos muito grandes (para equipamento industrial de energia).
Benefícios de desempenho
Boa condutividade térmica: As ligas de alumínio normalmente utilizadas (6063, 6061) possuem uma excelente condutividade térmica, permitindo a transferência eficiente de calor da base para as alhetas.
Propriedades consistentes do material: A extrusão utiliza ligas forjadas e alta pressão, resultando numa estrutura de material densa e homogénea, sem a potencial porosidade por vezes encontrada nas peças fundidas. Isto assegura um desempenho térmico fiável e previsível de peça para peça.
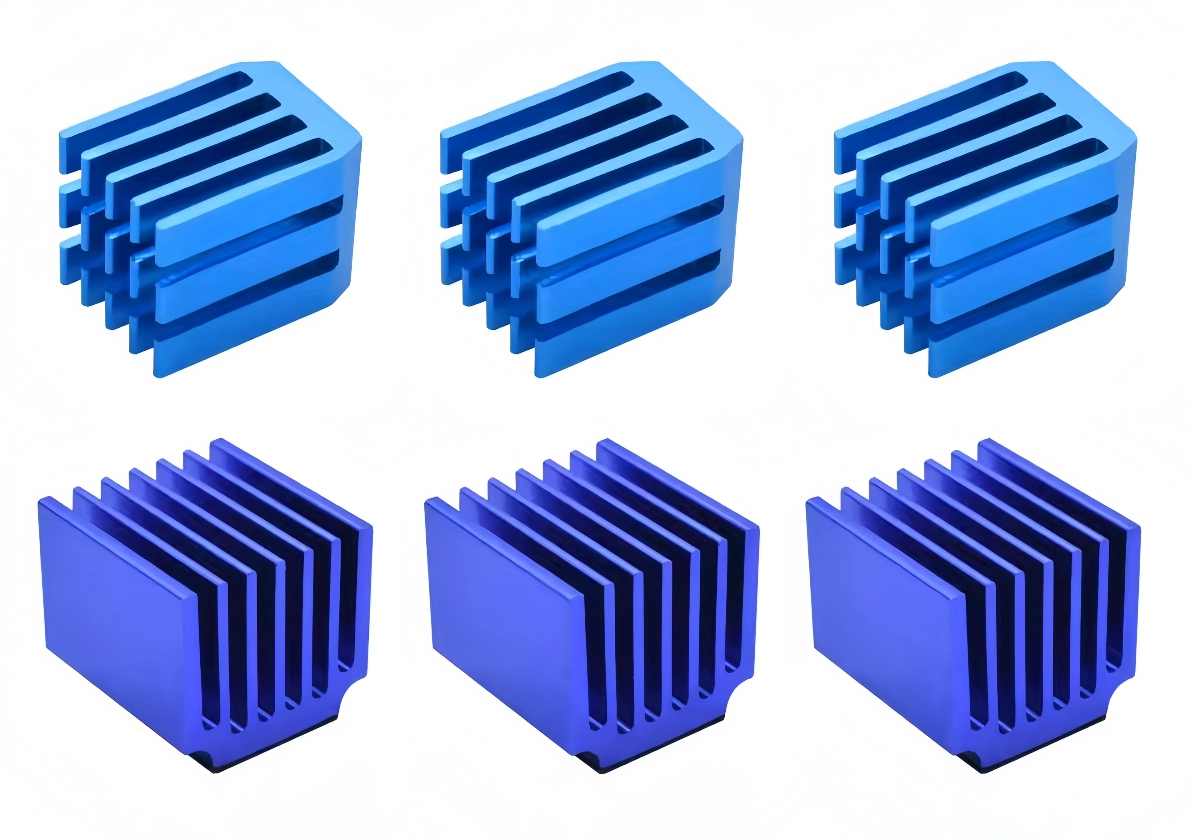
Opções de acabamento da superfície: Os perfis extrudidos podem aceitar facilmente vários acabamentos de superfície, incluindo anodização. A anodização preta, em particular, pode melhorar ligeiramente a dissipação radiativa de calor, aumentando a eficácia global do arrefecimento, ao mesmo tempo que proporciona proteção contra a corrosão e uma estética desejável.
Vantagens do material
Leve: A baixa densidade do alumínio torna os dissipadores de calor extrudidos muito mais leves do que as alternativas de cobre ou aço, o que é crucial para aplicações em que o peso é uma preocupação.
Resistência à corrosão: O alumínio resiste naturalmente bem à corrosão. A anodização melhora drasticamente esta resistência.
Reciclabilidade: O alumínio é altamente reciclável sem perder qualidade.
Eis uma comparação que realça os pontos fortes da extrusão:
Caraterística
Extrusão (alumínio)
Maquinação CNC (Al)
Fundição injectada (Al/Zn)
Estampado (Al/Aço)
Custo das ferramentas
Moderado
Muito baixo
Elevado
Moderado-Alto
Custo unitário (alto volume)
Baixa
Elevado
Baixo-Moderado
Muito baixo
Complexidade da conceção
Elevado (perfil 2D)
Muito elevado (3D)
Alta (3D)
Baixa
Perf. térmico
Bom-Excelente
Excelente
Moderado-Bom
Moderado
Resíduos de materiais
Baixa
Elevado
Baixa
Baixa
Estas vantagens combinadas fazem da extrusão um método de eleição para produzir soluções de dissipadores de calor eficazes e económicas para inúmeros desafios de arrefecimento eletrónico.
Como é que a forma do perfil influencia o arrefecimento?
Poderá ver vários perfis de dissipadores de calor extrudidos com diferentes formas, alturas e espaçamentos das alhetas. Isso é realmente importante? Sem dúvida. Aprendi que a forma do perfil é fundamental para o bom funcionamento de um dissipador de calor.
Com base na minha experiência prática, a forma do perfil controla diretamente a área de superfície disponível para a transferência de calor e a facilidade com que o ar pode passar através das alhetas. Otimizar a densidade das alhetas, a altura e o fator de forma geral para as condições específicas do fluxo de ar é fundamental para um desempenho de arrefecimento eficaz.
A forma geométrica de um perfil de dissipador de calor extrudido não é arbitrária; é, sem dúvida, o fator mais crítico que determina o seu desempenho de arrefecimento. Todos os aspectos da forma - desde as dimensões gerais até aos detalhes específicos das aletas - influenciam a eficácia com que o calor é transferido do componente eletrónico para o ar circundante. Compreender estas relações é essencial para selecionar ou conceber um perfil adequado.
Maximização da área de superfície
O princípio fundamental de um dissipador de calor é aumentar a área de superfície disponível para a transferência de calor. A forma do perfil determina diretamente esta área.
Barbatanas: O principal objetivo das alhetas é aumentar drasticamente a área de superfície em comparação com a base plana. Barbatanas mais altas e um maior número de barbatanas (maior densidade) conduzem geralmente a uma maior área de superfície numa determinada área.
Geometria de barbatanas: As alhetas simples e rectas são comuns, mas as formas mais complexas (onduladas, serrilhadas, divididas) podem aumentar ligeiramente a área da superfície e introduzir potencialmente turbulência no fluxo de ar, o que pode por vezes melhorar a transferência de calor, particularmente na convecção forçada.
Gestão do fluxo de ar
A dissipação de calor depende fortemente da convecção - a transferência de calor para o ar em movimento. A forma do perfil tem um impacto significativo na forma como o ar interage com o dissipador de calor.
Espaçamento das alhetas (passo): Isto é fundamental.
Convecção natural: Requer um maior espaçamento entre as alhetas. Se as alhetas estiverem demasiado próximas, impedem o movimento ascendente natural do ar aquecido, bloqueando efetivamente o fluxo de ar e reduzindo o desempenho.
Convecção forçada: Permite um espaçamento muito mais próximo entre as alhetas. Uma ventoinha pode empurrar o ar através de pilhas de alhetas mais densas, tirando partido da maior área de superfície. No entanto, mesmo com ventiladores, aletas excessivamente densas podem criar alta contrapressão, reduzindo potencialmente a eficácia do ventilador.
Altura da aleta e largura do perfil: As alhetas mais altas aumentam a área de superfície, mas também criam canais mais longos e potencialmente mais restritivos para o fluxo de ar. A largura total e o rácio entre a área das alhetas e a área aberta influenciam a resistência total do fluxo de ar.
Orientação: O alinhamento das alhetas em relação à direção do fluxo de ar é vital. O ar que flui paralelamente às aletas pode mover-se facilmente através dos canais. O fluxo de ar perpendicular às alhetas é largamente bloqueado, reduzindo drasticamente a eficácia do arrefecimento.
Difusão de calor e eficiência das alhetas
A forma do perfil também afecta a eficiência com que o calor se espalha da base para as pontas das alhetas.
Espessura da base: Uma base mais espessa ajuda a espalhar o calor de forma mais uniforme a partir da fonte de calor através da parte inferior de todas as aletas. Isto é particularmente importante se a fonte de calor for pequena em comparação com a base do dissipador de calor. Uma espessura de base inadequada significa que as alhetas exteriores recebem menos calor e contribuem menos para o arrefecimento.
Espessura e altura das alhetas (relação de aspeto): O calor precisa de ser conduzido ao longo do comprimento da aleta para atingir a superfície onde é transferido para o ar. As aletas que são demasiado finas em relação à sua altura têm uma maior resistência térmica ao longo do seu comprimento. Isto significa que as pontas das alhetas serão significativamente mais frias do que a base, reduzindo a temperatura média da superfície e, consequentemente, a taxa de transferência de calor (menor "eficiência da alheta"). As aletas mais espessas melhoram a eficiência, mas utilizam mais material e reduzem o número de aletas possíveis.
Considerações práticas sobre a forma
Padrão vs. Personalizado: Os perfis padrão oferecem formas prontamente disponíveis e comprovadas para aplicações comuns. Os perfis personalizados permitem adaptar a forma com precisão para otimizar o desempenho para restrições únicas (por exemplo, encaixar à volta de outros componentes, corresponder a um padrão de fluxo de ar específico), mas requerem um investimento em ferramentas.
Caraterísticas de montagem: A forma da base deve acomodar o método de montagem necessário (orifícios para parafusos, canais para clipes) sem comprometer a dispersão de calor.
Essencialmente, a forma ideal do perfil atinge um equilíbrio: maximizar a área de superfície, minimizando a resistência do fluxo de ar para as condições dadas (convecção natural vs. forçada, velocidade do fluxo de ar), assegurando uma propagação eficiente do calor a partir da base através de alhetas de proporções óptimas e adaptando-se ao espaço físico disponível. A escolha da forma correta envolve frequentemente compromissos e pode exigir simulação térmica ou testes empíricos para aplicações exigentes.
Conclusão
Os perfis de dissipadores de calor extrudidos oferecem soluções de arrefecimento eficientes e económicas. Compreender a sua definição, o processo de criação, as vantagens e o impacto da forma no desempenho ajuda-o a selecionar ou conceber o perfil ideal para as suas necessidades.