Address
304 North Cardinal
St. Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM
Address
304 North Cardinal
St. Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM
Aluminum profile anodizing is an indispensable electrochemical surface treatment technology for modern aluminum processing industries. Unlike simple physical polishing and coating spraying, aluminum profile anodizing relies on controllable electrochemical reactions to grow a dense, stable, and high-adhesion protective oxide layer on the aluminum substrate surface. This professional treatment fundamentally solves the inherent defects of bare aluminum, such as easy oxidation, poor wear resistance, and weak chemical stability. With the rapid development of architectural decoration, industrial automation, and new energy industries, the application standards for aluminum profiles are becoming increasingly stringent. High-standard aluminum profile anodizing can significantly improve the corrosion resistance, surface hardness, weather resistance, and structural stability of aluminum materials, making it the preferred surface treatment process for high-end industrial and engineering aluminum profiles. This article mainly focuses on the core technical principles, standardized production processes, and key technical difficulties of aluminum profile anodizing, as well as practical optimization solutions, providing in-depth technical references for industry practitioners.
The technical essence of aluminum profile anodizing is directional electrochemical oxidation. In a professional low-temperature acidic electrolyte environment, the aluminum profile is used as the anode, and the corresponding metal plate serves as the cathode. After applying stable DC current and voltage, continuous oxidation reactions occur on the aluminum surface. During the reaction process, aluminum atoms on the profile surface are converted into alumina components, gradually forming a uniform porous oxide film structure. This artificially prepared oxide film is completely integrated with the aluminum matrix, with no boundary separation or falling-off risk, which is the biggest technical difference from traditional paint coating.
Natural oxide films formed by aluminum in the air are ultra-thin and loose, with poor protection performance. In contrast, the oxide film generated by aluminum profile anodizing has controllable thickness, compact molecular structure, and strong sealing performance. The internal porous structure of the oxide film also provides excellent adsorption conditions for subsequent sealing and coloring treatments, which can further enhance the surface protection performance and decorative effect of aluminum profiles. The entire technical reaction process requires precise control of multiple parameters, and any parameter deviation will lead to unqualified surface quality of finished products.
High-quality aluminum profile anodizing must follow complete and standardized production procedures. The whole process is divided into pretreatment, electrochemical oxidation, and post-treatment stages, and each link is interlocked to ensure the stability of the final oxide film quality.
The pretreatment stage is the foundation of qualified aluminum profile anodizing, including degreasing, alkali washing, neutralization, and multi-stage pure water cleaning. Degreasing and decontamination remove oil stains, dust, and impurities on the surface of aluminum profiles to avoid missing oxidation or uneven film formation. Alkali washing is used to remove the loose natural oxide layer on the aluminum surface, ensuring that the artificial oxide film grows uniformly. Neutralization and ash removal can eliminate residual alkaline substances and surface black ash, preventing subsequent oxidation defects. Multi-stage pure water cleaning effectively avoids cross-contamination of different chemical solutions.
The core oxidation stage is the key to determining the performance of aluminum profile anodizing. Professional production equipment strictly controls key parameters such as electrolyte concentration, solution temperature, current density, and oxidation time. Conventional ordinary anodizing is carried out at room temperature, while high-performance hard anodizing requires a low-temperature environment to ensure the density and hardness of the oxide film. Stable current and temperature control can avoid problems such as uneven film thickness, local thin layers, and fuzzy surface texture.
The post-treatment stage mainly includes hole sealing and drying. The porous oxide film formed by aluminum profile anodizing has strong adsorption. Timely and professional hole sealing treatment can block the microporous structure, prevent external moisture and corrosive substances from invading the substrate, and greatly improve the weather resistance and anti-fouling performance of the profile surface. Constant-temperature drying ensures stable film layer structure and avoids surface water marks and color difference defects.
Although aluminum profile anodizing is a mature industrial technology, affected by aluminum alloy material characteristics, environmental factors, and parameter control accuracy, there are many technical difficulties in actual mass production, which are the main causes of defective products and unstable quality.
Uneven film thickness is the most common technical problem in aluminum profile anodizing. It is mainly caused by unstable current distribution, unreasonable electrolyte flow, and inconsistent pretreatment effects. Local over-thick or ultra-thin oxide films will lead to inconsistent surface hardness and corrosion resistance of profiles. In severe cases, obvious color difference and surface texture differences will appear after subsequent treatment, failing to meet engineering assembly and decoration standards.
Affected by alloy element content and solution impurity accumulation, aluminum profile anodizing is prone to surface black ash, white spots, and fuzzy traces. Impurities in the electrolyte will interfere with the electrochemical reaction, resulting in local incomplete oxidation. Residual alkaline substances or insufficient cleaning will also cause secondary corrosion on the aluminum surface, forming permanent spot defects that cannot be repaired, seriously affecting the surface finish of finished profiles.
The adhesion of the oxide film directly determines the service life of aluminum profile anodizing products. Unreasonable temperature control, insufficient oxidation time, or excessive solution concentration will lead to loose oxide film structure. Such defective films are easy to peel off, powder, and wear off during use, completely losing the protective effect on the aluminum substrate. This problem is particularly prominent in hard anodizing production, which has higher requirements for parameter accuracy.
For high-standard hard aluminum profile anodizing, hardness uniformity is the core technical index. Due to the large heat generation of high-current reaction, local overheating of the profile will cause inconsistent oxide film density, resulting in unbalanced surface hardness. Unstable hardness will affect the wear resistance and structural stability of industrial mechanical parts, making the products unable to adapt to high-strength working conditions.
Aiming at the above technical difficulties of aluminum profile anodizing, professional manufacturers optimize production quality from equipment adjustment, parameter calibration, and process management. First, adopt circulating electrolyte filtration and temperature constant system to ensure stable solution concentration and uniform reaction temperature, avoiding uneven film thickness caused by local temperature difference.
Second, strengthen pretreatment quality inspection, standardize the time and concentration of degreasing and alkali washing, and match multi-stage circulating pure water cleaning processes to completely remove surface residual impurities and effectively eliminate spot and black ash defects. In addition, according to different aluminum alloy models and profile specifications, customize exclusive oxidation parameters to ensure matching current density and oxidation time, improve the compactness and adhesion of the oxide film.
For hard anodizing production, equip professional low-temperature refrigeration equipment to control the reaction temperature in a stable range, avoid heat accumulation, and ensure uniform hardness and density of the oxide film. Strict post-sealing treatment is adopted to enhance the overall stability and weather resistance of aluminum profile anodizing finished products.
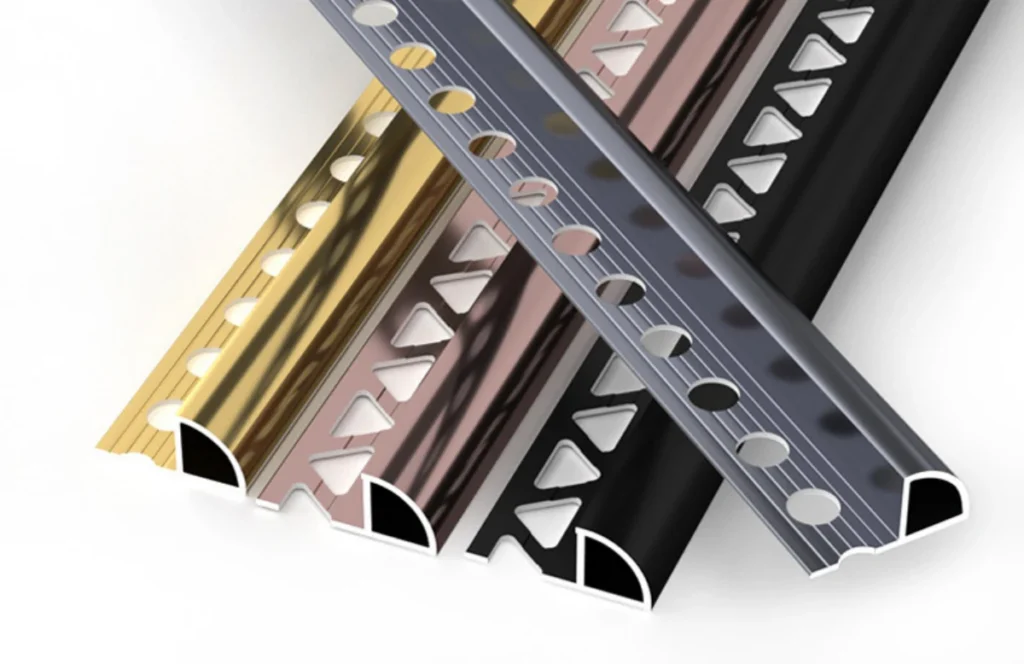
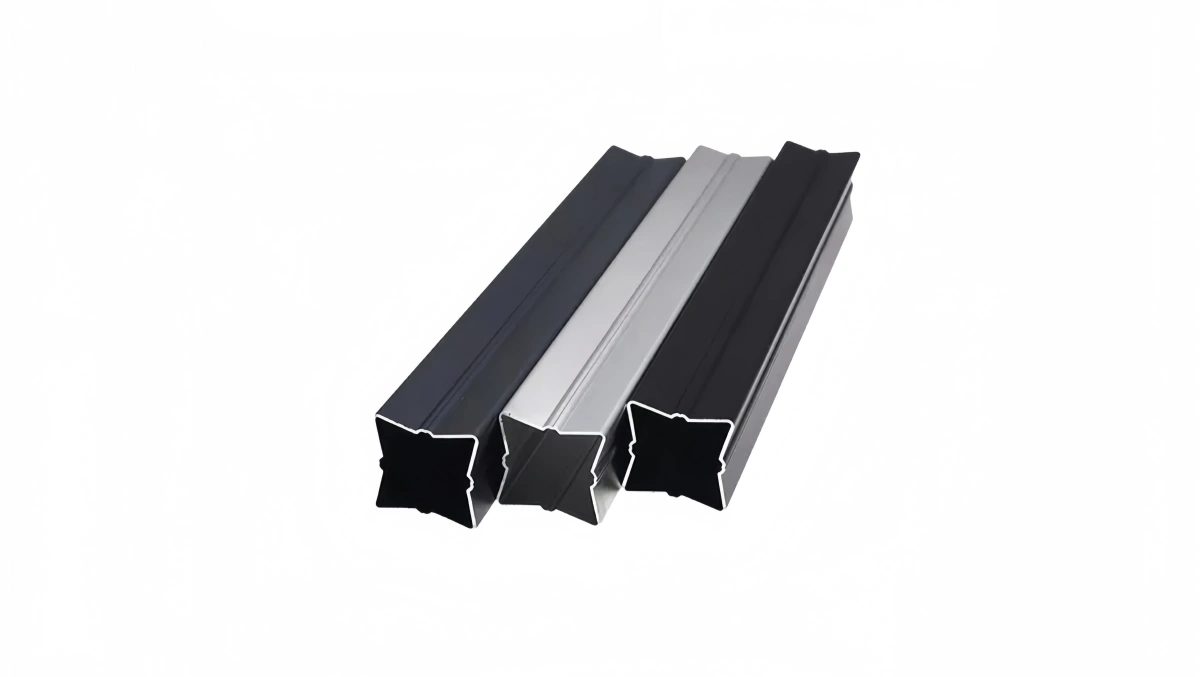
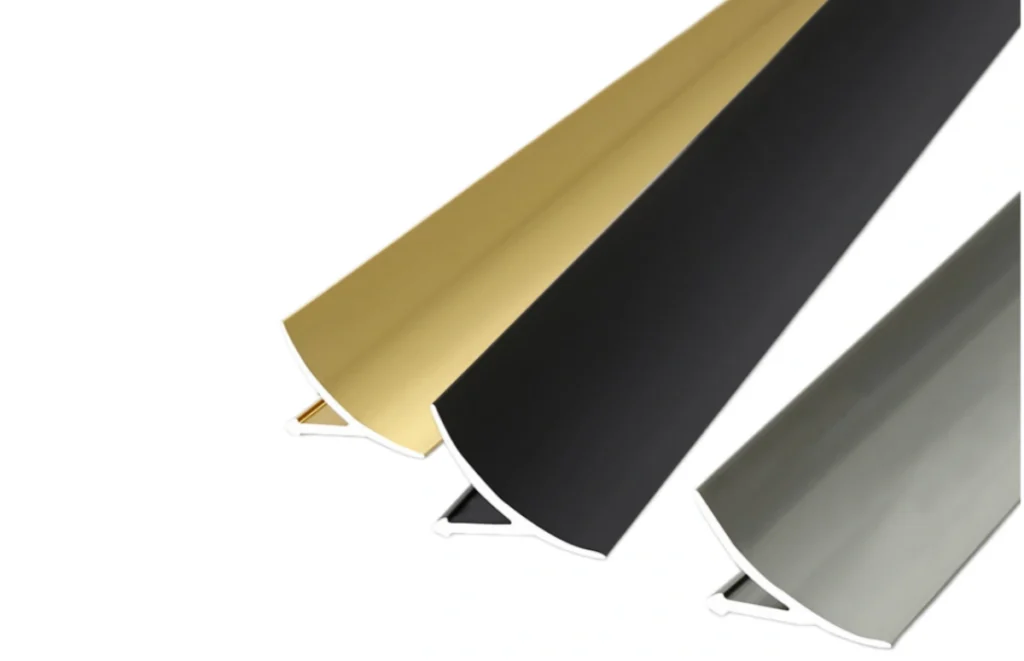
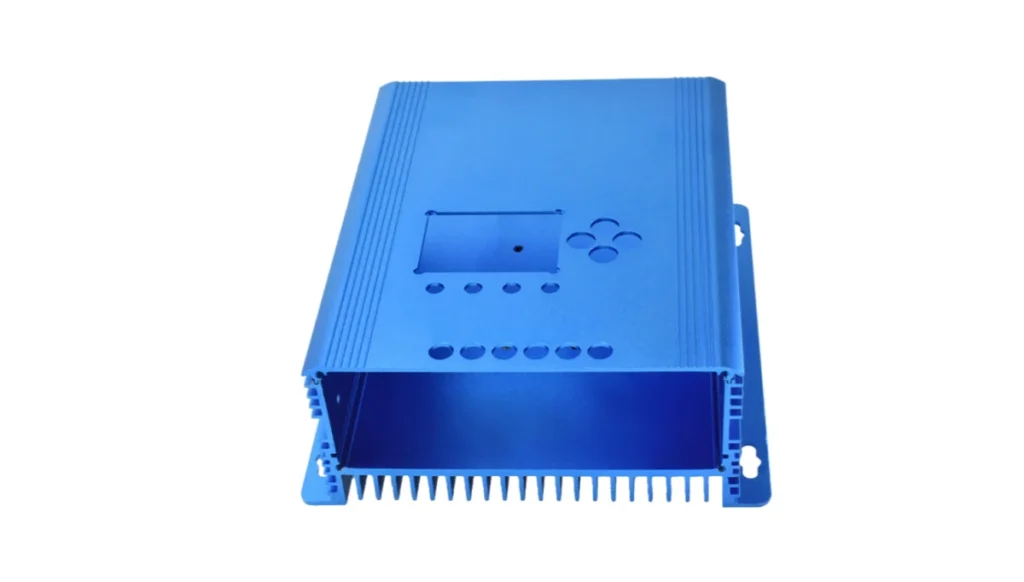
On the basis of ensuring functional protection performance, aluminum profile anodizing can realize diversified decorative color treatments through professional electrolytic coloring and organic dyeing processes. Common conventional colors include classic natural silver, low-key matte black, elegant champagne, and versatile gray series. All anodized colors have strong adhesion and stable color fastness, which are not easy to fade and oxidize. Different color options can meet the dual needs of industrial functional use and architectural decorative aesthetics.

Aluminum profile anodizing is a precise and technical surface treatment process that integrates electrochemistry, chemical solution matching, and precision parameter control. Its core value lies in growing high-performance protective oxide films for aluminum profiles to solve the durability problems of bare aluminum materials. In actual production, controlling film thickness uniformity, avoiding surface defects, and improving film adhesion are the key technical points of high-quality aluminum profile anodizing. With the continuous optimization of processing technology and equipment accuracy, anodizing technology can provide more stable and reliable surface protection solutions for aluminum profile applications in various industries.
