Address
304 North Cardinal
St. Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM
Address
304 North Cardinal
St. Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM

Aluminum extrusion is a versatile manufacturing process used to create complex cross-sectional profiles. It works by heating a solid aluminum billet and forcing it through a shaped die using immense pressure. This transforms the aluminum, making it flow through the die’s opening to form the desired profile. The resulting shape is then carefully cooled, stretched for straightness, and cut to length. This efficient method is ideal for producing custom aluminum shapes for various applications, offering significant design flexibility and optimizing material usage for cost-effective parts.
Struggling to get complex metal profiles made efficiently? Are high fabrication costs for intricate shapes eating into your budget? I’ve seen how this limits design possibilities for many businesses.
From my perspective at ALUT, versatile aluminum extrusion is the ultimate game-changer because it allows us to create incredibly complex cross-sections affordably. I consistently see how this process unlocks innovative designs while optimizing material use for my clients’ projects.
But what makes this process so effective, and how does it actually transform a simple aluminum block into a detailed profile? Let’s explore the fundamentals of this powerful manufacturing technique.
Heard the term “aluminum extrusion” but unsure what it really means for manufacturing your parts? Are you concerned about whether it’s the right fit for your needs? I get it; let’s clearly define this fundamental process.
In simple terms, I explain the aluminum extrusion process as shaping aluminum material by forcing it through a specially designed opening in a die. Think of it like squeezing toothpaste from a tube – the shape of the opening determines the shape of the extruded aluminum profile.

The aluminum extrusion process is a method used to transform aluminum alloy into objects with a definitive cross-sectional profile. Its versatility allows for the creation of intricate shapes that would be difficult or costly to produce using other methods. The core idea relies on the principle of plastic deformation – pushing material through a shaped orifice (the die) to impart that shape onto the material.
Understanding the process involves knowing the main equipment used:
Extrusion Press: This is the main machine providing the force needed. It consists of a cylinder (container) to hold the aluminum billet and a ram to push it. Presses come in various sizes, dictating the maximum profile size possible.
Aluminum Billet: This is the raw material, typically a solid cylindrical log of a specific aluminum alloy, pre-cut to length.
Extrusion Die: This is the special tool, usually made from hardened steel, with one or more openings defining the desired cross-section of the final profile. Die design is critical for successful aluminum extrusion.
Container: The chamber within the press that holds the heated billet under pressure before and during extrusion.
The fundamental concept is straightforward:
A heated aluminum billet is placed inside the press’s container.
A powerful ram applies pressure to the billet.
The aluminum material has nowhere to go except through the opening(s) in the die located at the other end of the container.
As the aluminum flows through the die, it takes on the shape of the die opening, emerging as a continuous profile.
This method allows for complex shapes, including hollow sections, using specialized dies (e.g., porthole dies).
There are two main types of aluminum extrusion, differing primarily in how the billet and ram move relative to the die:
| Feature | Direct Extrusion | Indirect Extrusion |
| Die Position | Stationary | Moves with the ram (or billet is stationary) |
| Billet Movement | Moves relative to container walls | Stationary relative to the container walls |
| Friction | High (between billet and container) | Lower (minimal billet/container friction) |
| Pressure Needed | Higher initially, then decreases | More consistent, generally lower |
| Common Use | The most common method for standard aluminum profiles | Used for specific alloys or complex shapes |
At ALUT, we primarily use direct aluminum extrusion as it’s highly effective for the wide range of custom profiles our clients require, but we assess each project to determine the optimal method. Understanding this definition is the first step to appreciating how aluminum extrusion can benefit your designs.
Finding it hard to visualize how a solid cylinder of aluminum becomes a long, intricate profile? Are you questioning the step-by-step reliability of this manufacturing technique? Let me walk you through the sequence we use.
Based on my experience overseeing production at ALUT, aluminum extrusion works by first heating an aluminum billet, then placing it in the extrusion press. A ram forces the softened metal through a custom die, shaping it. The resulting profile is then carefully cooled, stretched, and cut to length.
The aluminum extrusion process, while simple in concept, involves several carefully controlled steps to ensure the final product meets specifications for dimensions, strength, and finish. Here’s a more detailed look at the typical sequence:
It starts with the raw material – the aluminum billet.
The billet, usually a solid cylinder of a specific aluminum alloy (like 6061 or 6063), is cut to a suitable length for the press.
It’s then heated in an induction furnace or oven to a specific temperature. This temperature is crucial; it needs to be hot enough to make the aluminum malleable but not so hot that it melts. The exact temperature depends on the alloy being used. It’s then heated in an induction furnace or oven to a specific temperature. This temperature is crucial; it needs to be hot enough to make the aluminum malleable but not so hot that it melts. The exact temperature depends on the a
Once heated, the billet needs to be transferred quickly to the press to avoid significant heat loss.
A lubricant (release agent) might be applied to the billet and/or the ram to prevent sticking.A lubricant (release agent)
The heated billet is loaded into the press container.
This is where the shaping happens.
The hydraulic ram starts applying immense pressure (force) to the billet.
This pressure forces the softened aluminum to flow through the path of least resistance – the opening(s) in the extrusion die at the end of the container.
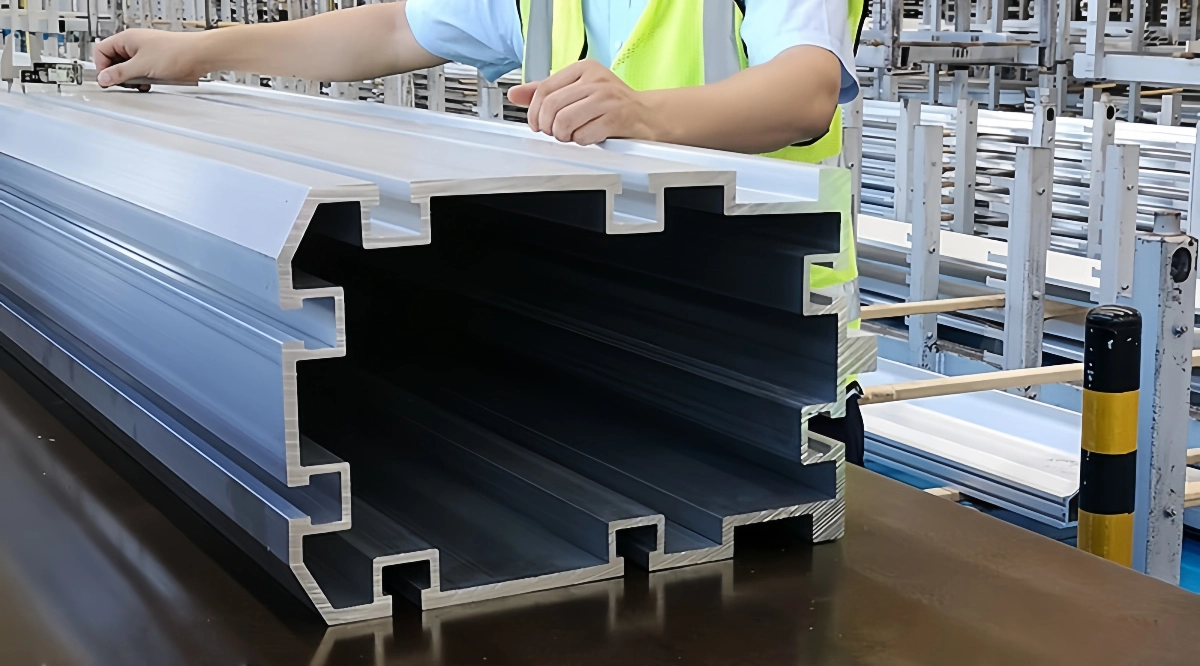
The aluminum emerges from the die having taken its precise cross-sectional shape. This continuous piece is the aluminum extrusion profile.
Here are some typical parameters, although they vary significantly based on alloy and profile complexity:
| Parameter | Typical Range | Notes |
| Billet Temperature | 350 – 500 °C (660 – 930 °F) | Alloy dependent |
| Extrusion Pressure | Varies greatly (MPa / PSI) | Depends on alloy, temp, extrusion ratio |
| Extrusion Speed | 1 – 60 meters/minute | Influences finish and temperature control |
As the hot aluminum extrusion profile emerges from the die, it needs immediate cooling.
It moves onto a runout table, often equipped with cooling fans or water quenches (sprays or baths).
Controlled cooling is important for achieving the desired metallurgical properties (temper).
The profile isn’t quite finished yet.
After cooling to near room temperature, the long extrusion is moved to a stretcher.
It’s gripped at both ends and stretched slightly. This straightens the extrusion, corrects any minor twisting, and work-hardens the aluminum somewhat.It’s gripped at both ends and stretched slightly. This straightens the extrusion, corrects any minor twisting, and work-hardens the aluminum somewhat
Finally, the straightened extrusion is cut to the specified lengths required by the customer.
Depending on the desired final properties (temper), further processing may be needed:
| Post-Extrusion Operation | Purpose | Common For |
| Age Hardening (Aging) | Increases strength and hardness (e.g., T5, T6 tempers) | 6xxx series alloys |
| Anodizing | Improves corrosion resistance, provides color | Architectural, decorative |
| Powder Coating | Provides a durable color finish | Various applications |
| Further Machining | Drilling, milling, and cutting for specific features | Complex parts |
This step-by-step process, when managed professionally with good quality control like we have at ALUT, ensures consistent and high-quality aluminum extrusion profiles tailored to specific needs.
In essence, aluminum extrusion is a highly effective and versatile process for creating complex aluminum profiles efficiently. Understanding how it works unlocks significant design potential for various applications.