Address
304 North Cardinal
St. Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM
Address
304 North Cardinal
St. Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM

Aluminum tubing bends present unique challenges for manufacturers. This guide explores crucial design factors, like bend radius and wall thickness, and highlights the best aluminum alloys for tight bends. Learn about tooling that minimizes deformation and ensures quality. Discover how proper planning and material selection lead to superior results in aluminum tubing bends. Ideal for industry professionals seeking optimized bending processes.
We make a lot of aluminum tubing bends in our factory. Getting them right is crucial! Let’s discuss the key factors.
Aluminum tubing bends are a critical aspect of many manufacturing projects. Achieving accurate and consistent bends requires careful consideration of design, material, and tooling. In my experience, focusing on these elements from the start leads to fewer errors and higher-quality results.
So, what are the most important factors for aluminum tubing bends? Let’s explore.
What makes a good design for aluminum tubing bends? Let’s look at the essential aspects.
I think the bend radius, wall thickness, and overall tube diameter are key. We need to ensure the design allows for bending without causing the tube to collapse or deform. It’s all about balancing the aesthetic with the structural requirements.
Let’s dive deeper into the critical design factors for aluminum tubing bends. A well-thought-out design is essential for a successful bending process.
The bend radius is the radius of the curve created during bending.
Minimum Radius: There’s a minimum radius that can be achieved without causing the tube to collapse or wrinkle.
Material Properties: The minimum radius depends on the aluminum alloy and wall thickness.
Design Constraints: Consider the available space and functional requirements when choosing the bend radius. Consider the available space and f
The wall thickness of the aluminum tubing affects its bendability.
| Factor | Description | Impact |
| Thicker Walls | More resistant to collapsing or wrinkling during bending. | Allows for tighter bend radii but requires more force. |
| Thinner Walls | Easier to bend but more prone to deformation. | Requires careful technique and may need internal support, like a mandrel. |
| Uniform Thickness | Consistent wall thickness ensures uniform bending. | Prevents uneven deformation and ensures a smooth curve. |
The tube diameter also plays a role in the bending process.
Larger Diameter: Requires more force to bend and may be more prone to ovalization.
Smaller Diameter: Easier to bend but may be more susceptible to kinking.
The bend angle is the angle of the curve created during bending.
Accuracy: Precise control over the bend angle is essential for proper fit and function.
Springback: Account for springback, which is the tendency of the aluminum to return to its original shape after bending.
In my factory, we carefully analyze these design factors before starting the bending process. This helps us ensure that we can achieve the desired results without damaging the aluminum tubing.
When we need to make tight bends, what aluminum alloys work best? I’ll share our experience.
I find that softer alloys like 5052 and 6063 are generally easier to bend into tight radii. They are more ductile and less likely to crack or deform during the bending process. We always consider the alloy’s properties when designing for tight bends.
Let’s dive deeper into the aluminum alloys that are best suited for tight radius bends. Selecting the right alloy is crucial for achieving successful and precise bends.
5052 is a non-heat-treatable alloy with excellent corrosion resistance and good weldability.
High Ductility: Easy to bend without cracking or tearing.
Corrosion Resistance: Suitable for marine and outdoor applications.
Common Uses: Often used in fuel tanks, boat hulls, and other applications where corrosion resistance is important.
6063 is a heat-treatable alloy with good strength and excellent surface finish.
| Property | Description | Benefit |
| Good Weldability | Can be easily welded using various techniques. | Allows for fabrication of complex structures. |
| Excellent Finish | Provides a smooth surface that is ideal for anodizing or painting. | Enhances the aesthetic appeal of the final product. |
| Moderate Strength | Strong enough for many structural applications but not as strong as some other alloys. | Balances strength and formability. |
Other aluminum alloys can also be used for tight radius bends, but they may require more specialized techniques.
3003 Aluminum Alloy: A non-heat-treatable alloy with good weldability and formability.
6061 Aluminum Alloy: A heat-treatable alloy with high strength but can be more challenging to bend.
When selecting an aluminum alloy for tight radius bends, consider the following factors:
Bend Radius: The tighter the bend radius, the more ductile the alloy needs to be.
Strength Requirements: If the bent tubing needs to withstand high loads, choose an alloy with sufficient strength.
Corrosion Resistance: If the tubing will be exposed to corrosive environments, choose an alloy with good corrosion resistance.
Cost: Balance the performance requirements with the cost of the alloy.
In my factory, we have experience bending a wide range of aluminum alloys. We can help you select the best alloy for your specific application based on your design requirements and budget.
What tools help us bend aluminum tubing without causing it to deform? Let’s look at the options.
I think using mandrels and proper dies are key. Mandrels provide internal support to prevent the tube from collapsing, while the right dies to ensure a smooth and consistent bend. Investing in quality tooling makes a big difference in the final product.
Let’s dive deeper into the tooling that minimizes deformation during aluminum tubing bends. Proper tooling is essential for achieving precise and high-quality bends.
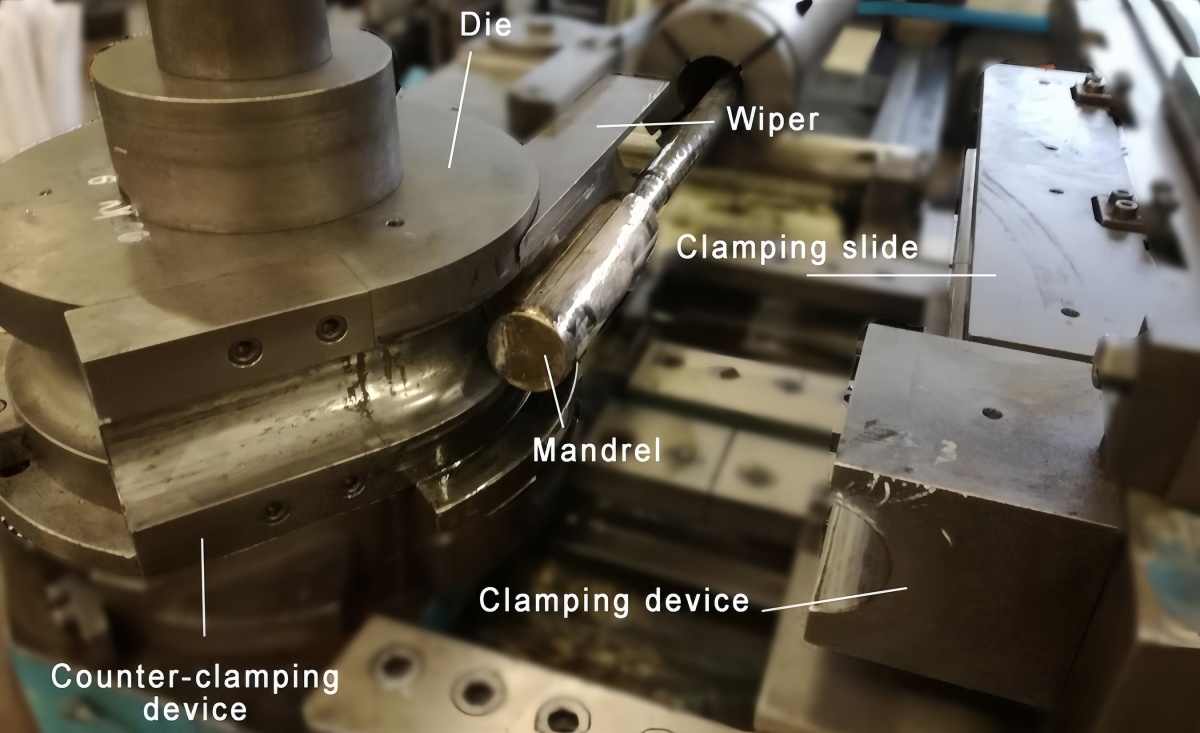
Mandrels are internal supports that prevent the tubing from collapsing or wrinkling during bending.
Types of Mandrels: Ball mandrels, link mandrels, and plug mandrels are commonly used.
Mandrel Fit: The mandrel should fit snugly inside the tubing to provide adequate support.
Lubrication: Proper lubrication between the mandrel and tubing is essential to reduce friction.
Dies are external tools that shape the aluminum tubing during bending.
| Die Type | Description | Benefit |
| Bend Dies | Shape the tubing to the desired bend radius. | Ensure accurate and consistent bends. |
| Clamp Dies | Hold the tubing in place during bending. | Prevent slipping and ensure proper alignment. |
| Pressure Dies | Apply pressure to the outside of the tubing to prevent deformation. | Support the tubing and minimize ovalization. |
Other tooling can also help minimize deformation during aluminum tubing bends.
Wiper Dies: Prevent wrinkling on the inside of the bend.
Follower Blocks: Support the tubing as it is being bent.
When selecting tooling for aluminum tubing bends, consider the following factors:
Tube Size: Choose tooling that is properly sized for the aluminum tubing.
Bend Radius: Select tooling that is designed for the desired bend radius.
Material Properties: Consider the material properties of the aluminum alloy.
Machine Compatibility: Ensure that the tooling is compatible with the bending machine.
In my factory, we invest in high-quality tooling to ensure that we can consistently produce accurate and high-quality aluminum tubing bends. We also maintain our tooling regularly to keep it in good condition.
Aluminum tubing bends depend on design, alloy, and tooling. Using the right methods will result in success.