住所
304ノース・カーディナル
セント・ドーチェスター・センター(マサチューセッツ州02124
勤務時間
月曜日~金曜日:午前7時~午後7時
週末午前10時~午後5時
住所
304ノース・カーディナル
セント・ドーチェスター・センター(マサチューセッツ州02124
勤務時間
月曜日~金曜日:午前7時~午後7時
週末午前10時~午後5時

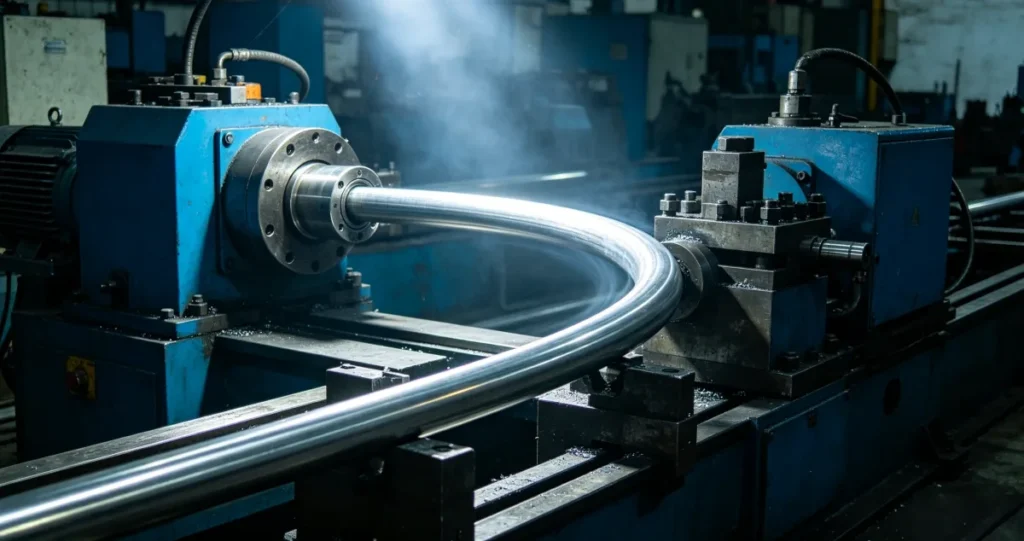
Aluminum profile stretch bending is a high-precision metal forming process tailored for complex curved aluminum extrusions, widely adopted in modern architectural curtain walls, automotive body structures, rail transit interiors, and intelligent equipment manufacturing. Unlike conventional roll bending and press bending, aluminum profile stretch bending combines continuous tensile force and directional bending force to reshape aluminum profiles into smooth, high-precision curved structures while maintaining the integrity of the original profile cross-section. As customized curved aluminum designs become mainstream in high-end engineering and industrial products, the technical requirements for aluminum profile stretch bending are constantly upgraded.
However, due to the inherent ductility characteristics of aluminum alloys and the structural particularity of hollow profiles, aluminum profile stretch bending faces multiple technical bottlenecks in mass production. This article deeply explores the core technical logic of aluminum profile stretch bending, summarizes the most common industrial technical difficulties, and proposes targeted process optimization solutions to provide reliable technical guidance for precision bending projects.
The essential technical principle of aluminum profile stretch bending lies in stress balance and plastic deformation control. Ordinary bending processes simply apply external pressure to force profile deformation, which easily causes unbalanced internal and external stress. In contrast, professional aluminum profile stretch bending adopts a dual-control method of pre-stretching and synchronous bending. Before formal forming, the aluminum profile is stretched to a specific yield limit to eliminate residual internal stress, then matched with precision mold fitting for curved forming. This professional processing method ensures that the outer arc of the profile achieves uniform tensile deformation and the inner arc realizes stable compression forming, avoiding local stress concentration.
High-quality aluminum profile stretch bending strictly follows the plastic forming law of aluminum alloys. The whole process maintains consistent stretching speed and bending radian, ensuring the metal fiber structure of the profile is continuously and evenly distributed without breaking or overlapping. Whether for solid profiles, hollow cavity profiles or special-shaped sectional materials, standardized aluminum profile stretch bending can effectively retain the original structural strength and surface flatness of the profile, which is the fundamental reason why this process is preferred for high-precision curved aluminum parts.
Although aluminum profile stretch bending is a mature customized forming technology, it has extremely strict requirements on alloy material status, mold accuracy, force control and operating parameters. In actual industrial processing, many defective products and dimensional deviations are caused by uncontrollable details. The following four technical pain points are the most common and difficult problems restricting the yield rate of aluminum profile stretch bending.
Cross-section collapse is the primary defect of hollow aluminum profile stretch bending. Most architectural and industrial aluminum profiles adopt hollow cavity structures with thin wall thickness. During the aluminum profile stretch bending process, the inner arc bears huge compressive stress, while the outer arc bears tensile stress. Unbalanced force distribution will directly cause side wall collapse, web sagging and local concave deformation. Once cross-section distortion occurs, the profile assembly size will deviate, resulting in failure to match the installation interface. This problem is particularly prominent in small-radius bending and large-cavity profile processing, which is the core difficulty of aluminum profile stretch bending quality control.
Springback is an inherent technical problem in aluminum profile stretch bending. Aluminum alloy materials have strong elastic recovery characteristics. After bending force unloading, the profile will automatically rebound to a certain angle and radian, resulting in smaller actual bending radian than the design standard. Insufficient pre-stretching force, unreasonable bending radius setting and inconsistent material toughness will aggravate springback deviation. Slight springback will cause uneven assembly gaps, while severe springback will lead to overall scrapping of curved profiles, greatly affecting project progress and processing cost.
Wrinkling and cracking are typical surface and structural defects of aluminum profile stretch bending. When the bending radius is too small or the compression force is too concentrated, the metal material on the inner arc of the profile cannot flow evenly, resulting in stacked folds and wrinkled textures. On the contrary, excessive tensile force will exceed the yield limit of the aluminum alloy, causing micro-cracks or macroscopic cracking on the outer arc surface. These defects not only destroy the surface aesthetics of the profile, but also seriously reduce the structural stability and fatigue resistance of the curved parts, bringing potential safety hazards to subsequent engineering applications.
Precision aluminum profile stretch bending has extremely high requirements on surface finish. In the process of mold extrusion and stretching friction, improper mold matching, uneven clamping force or residual impurities on the mold surface will cause uniform scratches, pressure marks and friction traces on the profile surface. For anodized aluminum profiles and decorative curtain wall profiles, such surface defects are irreversible and directly lead to product disqualification, which is a key difficulty in high-end aluminum profile stretch bending processing.

Aiming at the above technical difficulties of aluminum profile stretch bending, professional processing manufacturers realize stable quality control through material optimization, mold upgrading, parameter calibration and process improvement, effectively solving various forming defects.
To solve the problem of hollow profile collapse and distortion in aluminum profile stretch bending, internal filling support technology is adopted preferentially. For large-cavity and thin-wall profiles, elastic auxiliary materials such as polyurethane strips and nylon rods are filled into the profile cavity before bending to support the side walls and avoid concave deformation under compression. At the same time, optimize the mold cavity fitting degree, adopt full-surface contact mold design, and disperse local stress concentration, so that the profile force is uniform during the whole aluminum profile stretch bending process.
Accurate springback compensation is the core solution to control bending radian deviation. According to different aluminum alloy grades (6061, 6063) and wall thickness specifications, calculate the elastic recovery coefficient in advance, and adopt over-bending compensation technology to reserve springback allowance during forming. Reasonably adjust the pre-stretching ratio, control the stretching range within 1% to 3% of the profile length, fully release internal residual stress, and effectively reduce the elastic rebound force of the profile after aluminum profile stretch bending forming.
For inner arc wrinkling and outer arc cracking defects, optimize the matching of bending radius and process parameters. Formulate the minimum bending radius standard according to the profile wall thickness and alloy toughness, avoid ultra-small-radius forced bending. Adopt segmented slow-speed stretching and synchronous bending process to ensure uniform metal flow. For hard-temper aluminum profiles, appropriate preheating treatment can be carried out to improve material ductility, reduce tensile brittleness, and completely eliminate cracking and wrinkling risks in aluminum profile stretch bending.
To avoid surface scratches and pressure marks in aluminum profile stretch bending, regularly polish and maintain the mold surface to ensure smooth and burr-free contact surface. Lay high-temperature wear-resistant protective gaskets between the fixture and the profile to reduce friction and extrusion damage. Standardize the clamping position and force value to ensure uniform stress on the profile surface, realizing zero-defect surface forming while ensuring the dimensional accuracy of aluminum profile stretch bending.

After standardized process optimization and precise parameter control, advanced aluminum profile stretch bending technology can stably produce curved aluminum profiles with high dimensional accuracy, zero collapse, zero wrinkling and smooth surface. Compared with traditional secondary bending and welding forming, optimized aluminum profile stretch bending realizes one-piece integral forming without welding joints, ensuring the consistency of structural strength and surface integrity. It can meet the strict precision requirements of high-end architectural decoration, new energy equipment, automotive customization and rail transit projects for curved aluminum components.

Aluminum profile stretch bending is a precision forming process integrating material mechanics, mold design and parameter precision control. The core processing difficulties are concentrated on cross-section protection, springback control, defect prevention and surface finish guarantee. Through scientific material matching, professional mold optimization and standardized process adjustment, all technical pain points in aluminum profile stretch bending can be effectively solved. With the increasing demand for customized curved aluminum structures, continuous technical optimization of aluminum profile stretch bending will provide more accurate, stable and high-quality forming solutions for modern aluminum processing and engineering construction fields.
