住所
304ノース・カーディナル
セント・ドーチェスター・センター(マサチューセッツ州02124
勤務時間
月曜日~金曜日:午前7時~午後7時
週末午前10時~午後5時
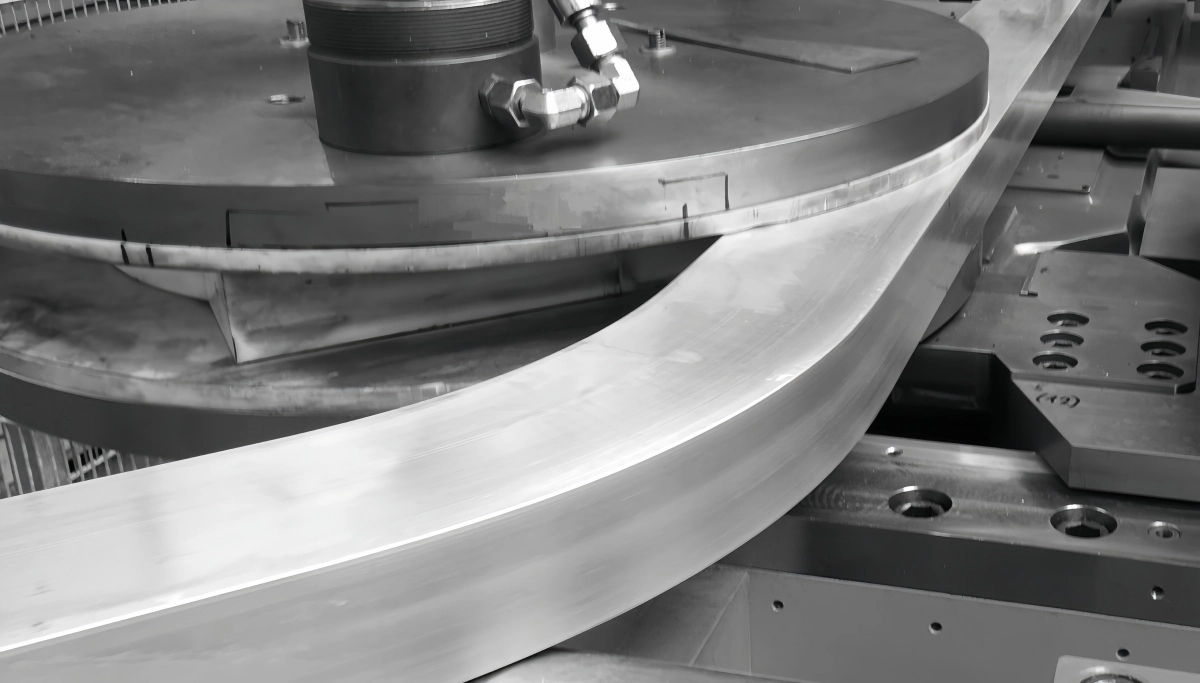
ここではあらゆる種類のアルミ管を曲げます。角管には独自の課題があります!何が特別なのでしょうか?
アルミ角管の曲げ加工は、丸管に比べて慎重な配慮が必要です。四角形の形状を維持し、歪みを防止することが重要な関心事です。私の経験では、正確で高品質の曲げ加工を実現するには、専用の工具と技術が不可欠です。
では、アルミ角パイプの曲げ加工は何が違うのでしょうか?探ってみましょう!
アルミ角管を曲げ加工する場合、どのような点に注意すればよいのでしょうか。具体的な課題について説明しましょう。
角が崩れたり、側面が反ったりするのを防ぐのが最大の課題だと思います。曲げの力を均等に分散させ、四角い形状を維持するために適切なサポートを提供する必要があります。材料の特性も大きな役割を果たします。
ここでは、アルミニウム角形鋼管の曲げ加工における特別な考慮事項について深く掘り下げてみましょう。これらの課題を理解することは、製造業者が正確で高品質な曲げ加工を実現するための効果的な戦略を開発するのに役立ちます。
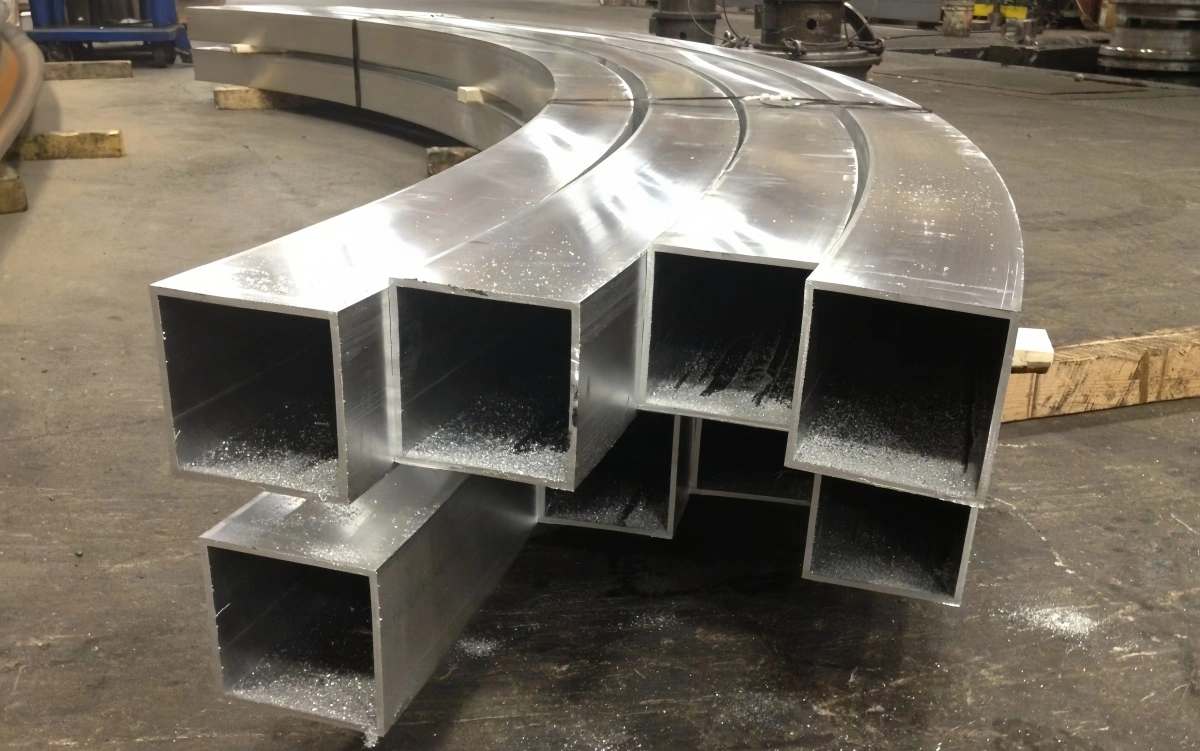
アルミニウムの角管を曲げる場合、四角形の形状を維持することが第一の関心事です。
歪みを防ぐには、曲げの力を均等に分散させることが重要である。
| テクニック | 説明 | ベネフィット |
| 適切な工具 | 角管の曲げ加工には、専用の工具を使用する。 | 均一なサポートを提供し、曲げ力を均等に分散。 |
| 圧力制御 | 曲げ加工中は、徐々に均等に圧力をかける。 | 歪みの原因となる局所的な応力集中を防ぐ。 |
| 潤滑 | 摩擦を減らし、アルミニウムがツーリング上をスムーズに滑るように、高品質の潤滑剤を使用してください。 | 応力を最小限に抑え、アルミニウムがツーリングに固着するのを防ぎます。 |
適切なサポートと補強を行うことは、歪みを防ぐために非常に重要である。
アルミニウム合金の特性は、その曲げやすさと歪みに対する抵抗力に影響する。
私の工場では、アルミ角管の曲げ加工プロジェクトを計画する際、このような特別な考慮事項を慎重に検討します。お客様と緊密に連携し、設計が実現可能であること、そして最終製品がお客様の要求を満たすことを保証します。
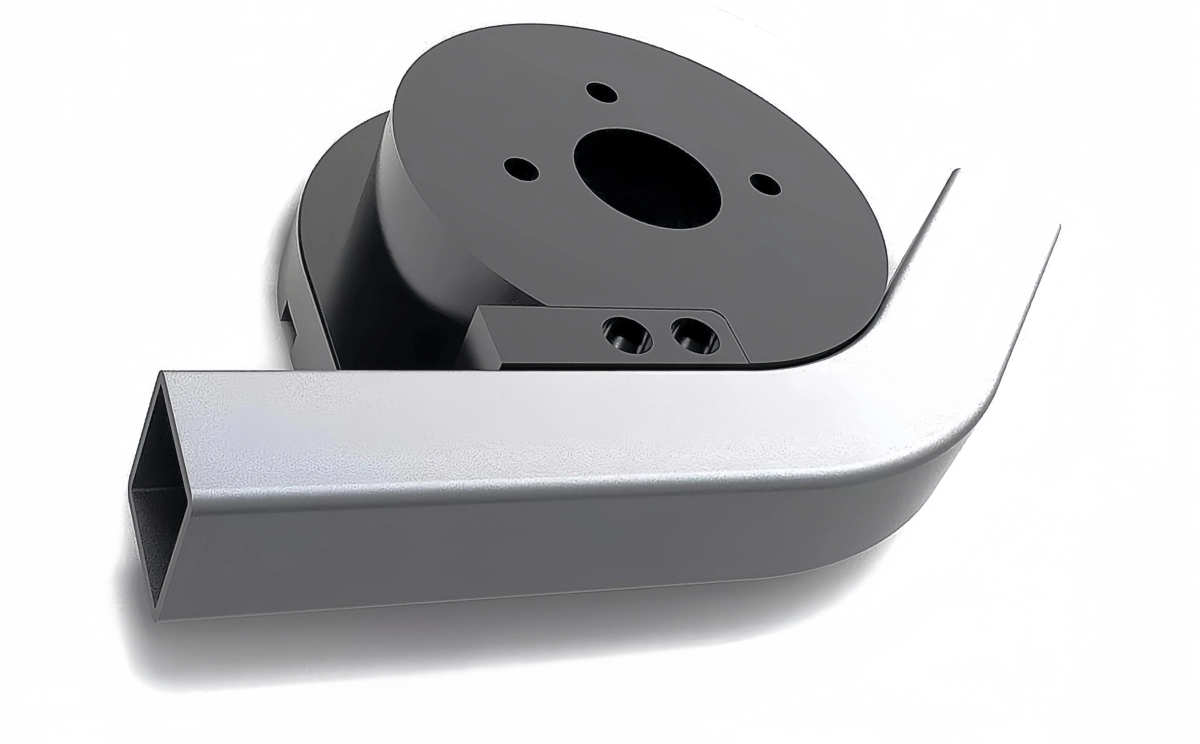
アルミ角管を歪ませることなく曲げるには、どのような工具が役立つのでしょうか?重要な工具について説明しよう。
歪みを防ぐには、専用の金型、マンドレル、加圧パッドが不可欠だと思います。適切な金型は、曲げ加工をサポートし、力を均等に分散させ、スムーズで正確な曲げ加工を保証します。安定した結果を得るためには、高品質の金型に投資することが重要です。
アルミ角形鋼管の曲げ加工時の歪みを防止する工具について、さらに深く掘り下げてみましょう。適切な工具を選択し使用することは、曲げ加工中の管の形状と完全性を維持するために不可欠です。
専用の曲げダイスは、角管を均一に支持し、曲げ力を均等に分散するように設計されています。
内部のマンドレルが角管の内側から支え、角の潰れや側面の反りを防ぐ。
| マンドレルの特徴 | 説明 | ベネフィット |
| セグメント設計 | マンドレルは、独立して動くことができる複数のセグメントで構成されている。 | 曲げ加工中に変化するチューブの形状にマンドレルを適合させる。 |
| 潤滑溝 | マンドレルには潤滑を可能にする溝がある。 | 摩擦を減らし、マンドレルがチューブに固着するのを防ぐ。 |
| 素材 | マンドレルは通常、硬化鋼または真鍮製である。 | 強度と耐久性を提供する。 |
プレッシャー・パッドは、角チューブの外側に力を加え、形状を維持し、歪みを防ぐのに役立ちます。
歪みを防ぐには、他の工具の考慮も必要です。
私の工場では、正確で高品質のアルミ角形鋼管曲げ加工を一貫して製造できるよう、高品質の専用工具に投資しています。また、工具を適切に使用し、メンテナンスできるよう、オペレーターを教育しています。
チューブの肉厚は曲げ加工にどのような影響を与えるのでしょうか?肉厚について考えてみましょう。
肉厚は重要な要素だと思う。肉厚が厚いほど歪みにくいが、曲げるにはより大きな力が必要になる。肉厚が薄いほど曲げやすいが、潰れたりしわが寄ったりしやすい。適切な肉厚を選ぶことは、曲げを成功させるために不可欠です。
ここでは、肉厚がアルミ角形鋼管の曲げ加工にどのように影響するか、さらに深く掘り下げてみましょう。この関係を理解することは、適切な材料と曲げパラメータを選択するための鍵となります。
肉厚は、曲げ加工時の歪みの可能性に大きな影響を与える。
歪みなしに達成できる最小曲げ半径は、肉厚に関係する。
| 壁厚 | 典型的な最小曲げ半径 |
| 薄い | よりきつい半径に曲げることができる。 |
| 厚い | より大きな曲げ半径が必要。 |
一般的なルールとして、最小曲げ半径は、肉厚が薄い場合は管幅の少なくとも1.5倍、肉厚の場合は3倍までとする。
アルミ角管の曲げ加工に必要な工具は、肉厚にも影響されます。
選択するアルミニウム合金は、肉厚との関係も考慮する必要がある。
アルミ角管の曲げ加工に必要な潤滑は、肉厚にも影響されます。
私の工場では、アルミ角管の曲げ加工プロジェクトを計画する際、肉厚を慎重に検討します。また、お客様と緊密に連携し、特定の用途に適した肉厚を選択します。
角形アルミ管を曲げるとき、溶接継ぎ目をまっすぐに保つにはどうしたらよいでしょうか?このよくある問題について説明しましょう。
重要なのは、曲げの力に対して溶接シームを正しく配置することだと思います。また、曲げ加工中に溶接継ぎ目を支え、崩れたり歪んだりするのを防ぐために、特殊な技術を使います。曲げ加工を注意深くコントロールすることが重要なのです。
曲げ加工された角形アルミ管の溶接継ぎ目の歪みを最小限に抑える方法について、さらに深く掘り下げてみましょう。溶接継ぎ目の完全性を維持することは、構造上の完全性と完成品の外観を維持するために極めて重要です。
曲げ力に対する溶接継ぎ目の位置は、歪みに大きな影響を与える。
特殊なサポート技術は、曲げ加工中の溶接シームの歪みを防ぐのに役立つ。
| テクニック | 説明 | ベネフィット |
| 内部マンドレル | 内部マンドレルを使い、チューブの内側から支える。 | 溶接継ぎ目が内側に潰れたり歪んだりするのを防ぐ。 |
| 外部サポート | 溶接継ぎ目が外側に反るのを防ぐため、外部サポートを使用する。 | 曲げ力を均等に分散し、溶接継ぎ目への応力を最小限に抑える。 |
| 充填材 | 砂や樹脂などの充填材をチューブに充填し、内部を支える。 | チューブの形状を維持し、溶接シームの歪みを防ぐ。 |
溶接シームの歪みを最小限に抑えるには、曲げ工程を注意深く制御することが不可欠である。
溶接シームの形成に使用される溶接技術も、曲 げ時の歪みに対する抵抗力に影響する。
私の工場では、曲げ加工された角形アルミ管の溶接継ぎ目の歪みを最小限に抑えるための専門技術を開発しました。溶接継ぎ目の位置を注意深く考慮し、適切なサポート技術を使用し、曲げ工程を正確に管理しています。
角形アルミ管の曲げ加工には精度が要求されます。正しい工具と技術が成功につながります。