製品に特定の金属形状が必要だが、在庫品では限界がある。標準部品がユニークな設計要件を満たさない場合、それがどれほどフラストレーションになるかは理解しています。
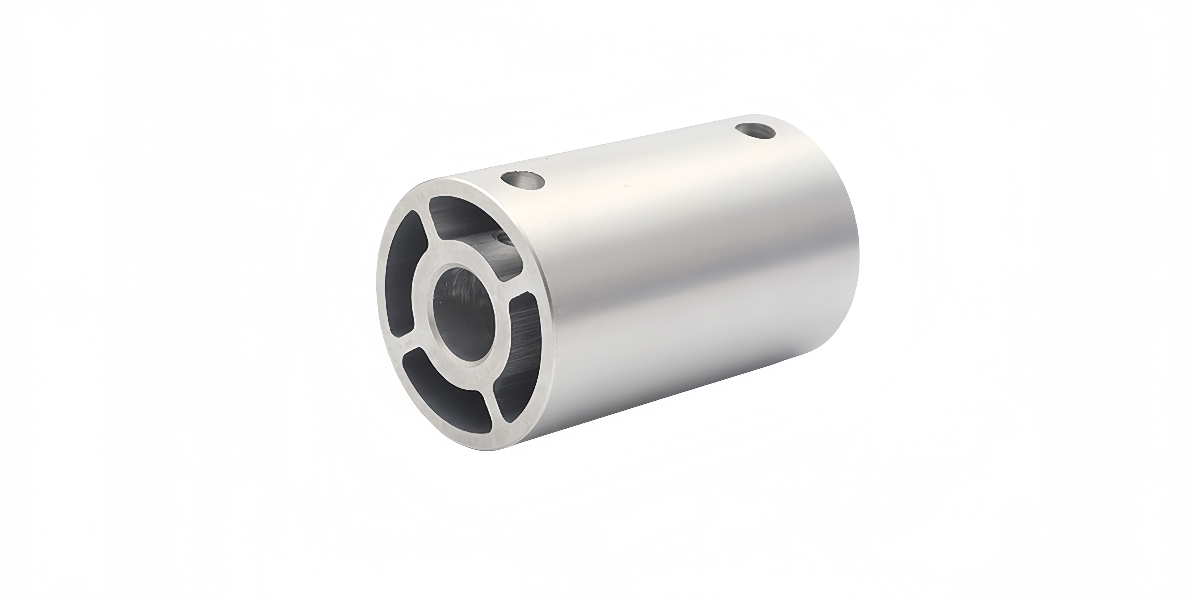
カスタム部品を製造してきた経験から言うと、アルミニウム押出部品は、熱したアルミニウムを専用のダイスに押し込むことによって作られる一貫した断面形状によって定義されます。当社では、このような部品を無数の用途向けに製造しています。
この製造方法は、適切な設計であれば驚くほど汎用性が高く、費用対効果も高い。しかし、何が部品を「押し出し成形」にするのでしょうか?製造工程はどのように行われるのでしょうか?これらの部品にはどのような利点があり、アルミニウムのよく知られた耐腐食性は何によるものなのでしょうか?これらの点を検証してみましょう。
アルミニウム押出成形品とは具体的にどのようなものですか?
エクストルージョン、プロファイル、シェイプといった言葉はよく耳にする。しかし アルミニウム押出部品 鋳造や機械加工など、他の方法で作られた部品と比べて?
私の製造業では、アルミニウム押出部品は、加熱したアルミニウムビレットを、希望する断面の形状のダイスに押し込んで成形する部品です。この工程により、全長にわたって均一な形状の直線状部品ができます。
の特徴である。 アルミニウム押出部品 それは、その製造方法とその結果生じる形状にある。まず、アルミニウム合金の円柱(ビレット)を可鍛性になるまで加熱します。この熱く柔らかいアルミニウムを、硬化した鋼鉄製のダイスに高圧で押し込む。ダイスには、最終部品の断面形状に正確に一致する開口部が切られています。
アルミニウムがこの開口部から押し出されると、金型の形状になり、特定のプロファイルが全長にわたって一貫して維持された長尺材として現れます。この長尺材はその後冷却され、矯正され、必要な長さに切断され、個々の部品が作られます。
主な特徴
- 均一な断面: これが絶対的な識別子である。部品の長さに沿ってどこを切っても、断面形状は同じになる。鋳造部品や機械加工部品は、三次元的にさまざまな形状を持つ可能性があるのとは対照的です。
- リニアフォーム: 押し出し材は本来、切断される前に長い長さで作られる直線状の製品である。
- 素材: 押出成形性、強度、その他要求される特性(例:6063、6061)のために選ばれた特定のアルミニウム合金から作られる。
- ダイ・ライン(微妙): 押出方向と平行に走る非常にかすかな線が表面に見えることがあるが、これはダイの中を材料が流れる方向を示している。
彼らはそうではない:
を区別するのに役立つ。 アルミニウム押出部品 他の方法で作られた部品から
- 鋳造部品: 溶かしたアルミニウムを金型に流し込んで成形する。複雑な3次元形状を持つことができるが、押し出し材のような均一な断面がなく、材料特性(気孔率)が異なる場合がある。
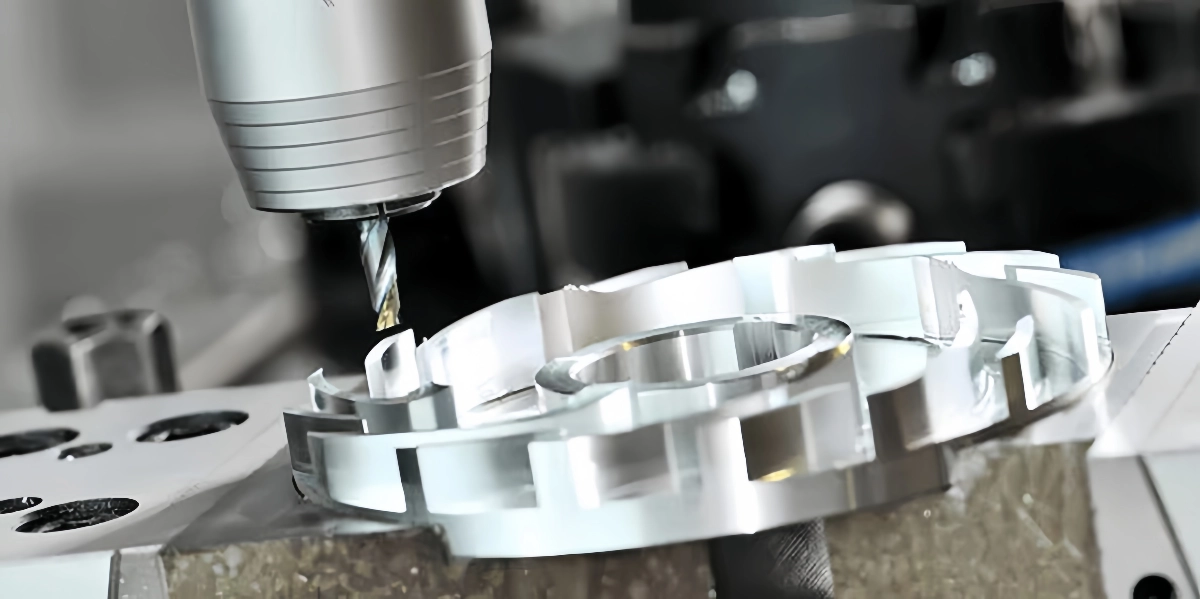
- 機械加工部品: CNCマシンを使って、ソリッドブロックやプレートから切り出される。非常に複雑な3次元形状と高い精度を持つことができるが、押出し材に典型的な長さにわたる一貫したプロファイルがなく、通常、材料の無駄が多くなる。
- スタンプ部品: プレス金型を使って薄いアルミニウム板から成形。板金型に限る。
この表はその定義をまとめたものである:
| 特徴 | 押出アルミニウム部品 | 非押出成形部品(例) |
| 製造業 | 全長にわたって均一 | 鋳造、機械加工、プレス、鍛造 |
| 断面図 | 全長にわたって均一 | 様々(鋳造、機械加工) |
| フォーム | 主に直線(切断/曲げ加工前) | 複雑な3D形状も可能 |
| 代表的な形状 | プロファイル、チャンネル、アングル、チューブ、ソリッド | エンジンブロック、複雑なハウジング |
| 工具 | 押出ダイス | 金型(鋳造)、切削工具(機械加工) |
基本的に、部品の両端を見たときに同じ形状をしており、その形状が長さ方向に一貫している場合、その部品は多くの部品のうちの1つである可能性が非常に高い。 アルミニウム押出部品 今日、産業界で使用されている。
アルミニウム押出部品は一般的にどのように製造されるのですか?
それが何であるかを知ることは一つのことだが、その均一な形状は、実際にどのようにして金属の固まりから生み出されるのだろうか?そのプロセスを理解することは、可能性を理解することにつながる。
アルミニウム押出部品の製造業者として、私たちは、アルミニウムビレットを加熱し、強力な油圧プレスを使用してカスタム形状のスチールダイに押し通し、得られたプロファイルを冷却し、まっすぐに伸ばし、長さに合わせて切断するという正確なプロセスに従います。
を製造している。 アルミニウム押出部品 は、一定の断面を持つ直線状部品を製造するための非常に効率的な方法であるアルミニウム押出工程に依存しています。これは、慎重に制御されたいくつかの工程を含む、確立された工業技術です:
ステップ1:金型の設計と製作
- 青写真: その工程は、押出成形用ダイスの設計から始まる。これは非常に重要なステップで、通常はCADソフトを使用します。ダイスは通常、高強度工具鋼(H13など)で作られます。
- 開口部の加工: 希望する最終プロファイルの負の形状に正確に一致する開口部が、ダイブロックに加工されます。これには、アルミニウムがプロファイルを正確に満たすためのメタルフローと金型設計原理に関する専門知識が必要です。複雑な形状の場合、複雑な複数部品のダイ(例えば、中空形状の舷窓ダイ)が必要になることがあります。の負の形状に正確に一致する開口部が必要です。
ステップ2:ビレットの準備と加熱
- 素材の選択: ビレットと呼ばれる、選ばれたアルミニウム合金(6063、6061など)の円筒形の丸太が選ばれます。安定した結果を得るためには、ビレットの品質が重要です。
- 暖房: ビレットは適切な長さに切断され、大型の炉(誘導炉またはガス炉)で特定の温度範囲(通常は400℃~500℃)に均一に加熱される。正確な温度は合金によって異なり、アルミニウムを柔らかく可鍛性にしますが、溶融はさせません。ビレットは適切な長さに切断され、大型炉(誘導炉またはガス炉)で特定の温度まで均一に加熱されます。
ステップ3:押出工程
- ローディング: 加熱されたビレットは、ダイのすぐ後ろにある強力な油圧式押出プレスのコンテナに素早く移される。離型剤が塗布されることもある。
- 圧力をかける: 油圧ラムがビレットの背面に莫大な圧力(数百トンから数千トン)を加える。
- ダイを押し通す: この圧力によって、軟化したアルミニウムはダイの開口部から押し出され、チューブから絞り出される歯磨き粉のような形状になる。
- エマージング・プロフィール アルミニウムはダイスの反対側から、目的の断面を持つ長い連続片として出てきます。押出速度は慎重に制御されます。
ステップ4:冷却(クエンチング)
- 急速冷却: 高温の押出材がダイを出ると、空気、水噴霧、または水浴を使用して急速に冷却されます。焼き入れとして知られるこのプロセスは、アルミニウム合金の望ましい冶金特性(調質、強度)を達成するために極めて重要です。冷却速度は、T5やT6のような特定の調質にとって重要です。
ステップ5:ストレッチと矯正
- 訂正する: 長くてひんやりとした横顔には、わずかにねじれや反りがあるかもしれない。ストレッチャーで両端をつかみ、わずかに引っ張る(伸長の割合はわずか)。冷却された長いプロファイルには、わずかにねじれや反りがあるかもしれない。両端をストレッチャーで把持し、わずかに引っ張る(
- 結果 この延伸作用により、プロファイルが正確に矯正され、押し出しや焼き入れの際に蓄積された内部応力が緩和されます。
ステップ6:長さを揃える
- 最終的なサイズ 長くまっすぐなプロファイルは、仕上げ用のこぎりに移され、そこで顧客の注文によって指定された正確な最終長さに切断され、個々の製品が作られる。 アルミニウム押出部品.
ステップ7:エージング(熱処理-オプション)
- 気性開発: 特定の温度(T5、T6など)では、切断された部品は時効処理(または析出硬化処理)と呼ばれる最終熱処理を受ける。特定の温度(例えば170~190℃)のオーブンで数時間保持する。この処理により、金属組織内に合金元素が析出し、最終製品の強度と硬度が大幅に向上する。 アルミニウム押出部品.
この入念に編成されたシーケンスによって、効率的な大量生産が可能になる。 アルミニウム押出部品 一貫した寸法と特性を持つ。
アルミ押出部品はユーザーにどのような利点をもたらすのでしょうか?
なぜ アルミニウム押出部品 スチール、プラスチック、アルミの部品を別の方法で作る代わりに、私のデザインに使用できますか?それはなぜですか?
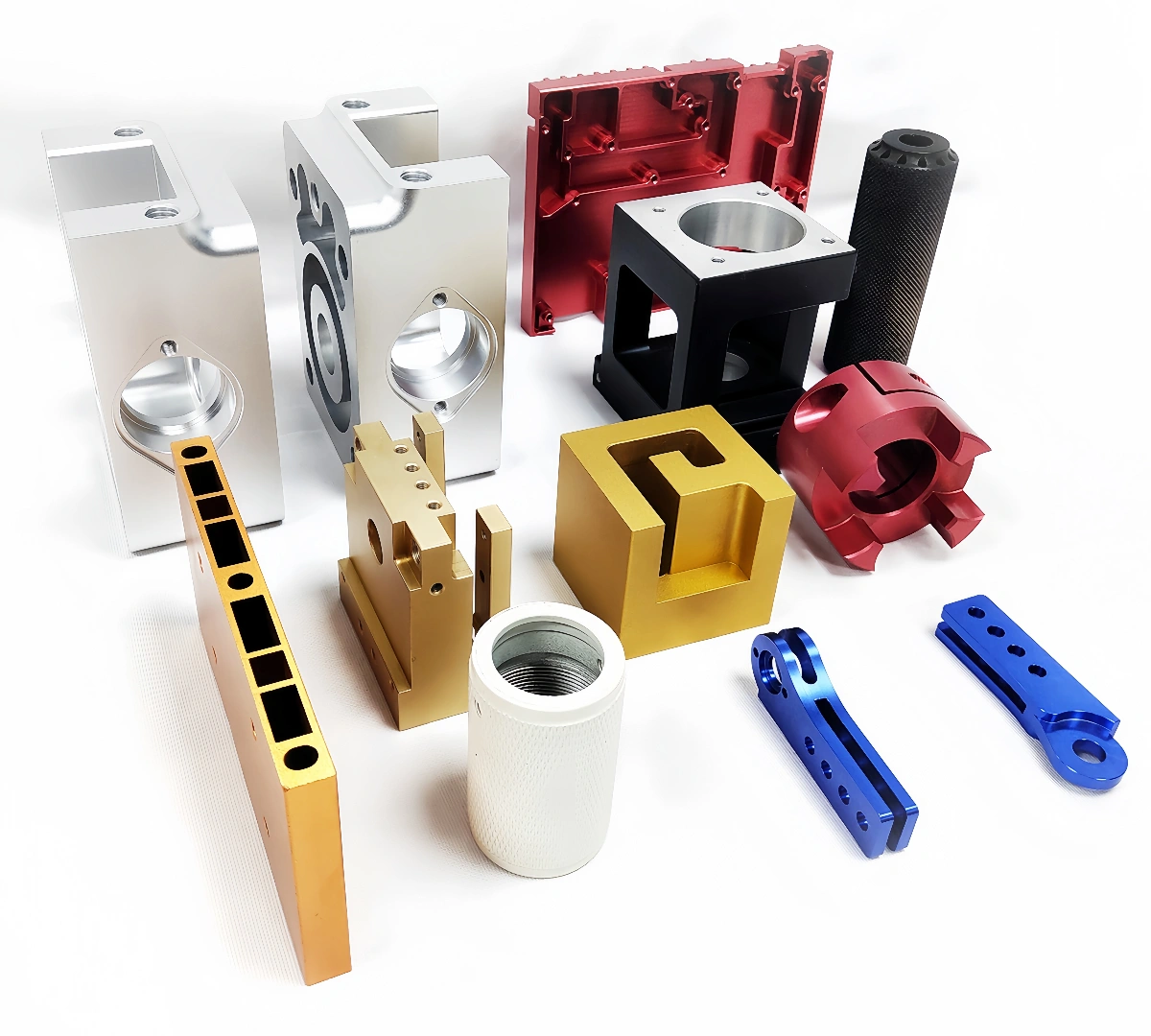
これらの部品を供給している私の立場からすると、アルミニウム押出成形品からユーザーが得られる主な利点は、優れた強度対重量比、固有の耐食性、複雑なプロファイルに対する設計の柔軟性、および大量生産に適した設計の大幅な費用対効果です。
使用 アルミニウム押出部品 製品設計と製造において、材料特性とプロセス上の利点の魅力的な組み合わせを提供します。これらの利点により、幅広い産業や用途で選ばれています。
主な利点
- 優れた強度対重量比:
- アルミニウムの密度は鋼鉄の約3分の1だが、合金化と焼き戻しによって高い強度を得ることができる。その結果 アルミニウム押出部品 このため、輸送(自動車、航空宇宙、鉄道)、携帯機器、構造物など、重量を最小限に抑えることが性能、燃費、扱いやすさにつながる用途には極めて重要である。
- 固有の耐食性:
- アルミニウムは空気に触れると、その表面に薄く丈夫で透明な酸化アルミニウムの層を自然に形成します。この受動的な酸化層は、それ以上の酸化や多くの種類の腐食から下地の金属を保護します。これにより アルミニウム押出部品 アルマイトのような仕上げを施せば、この保護機能をさらに高めることができる。
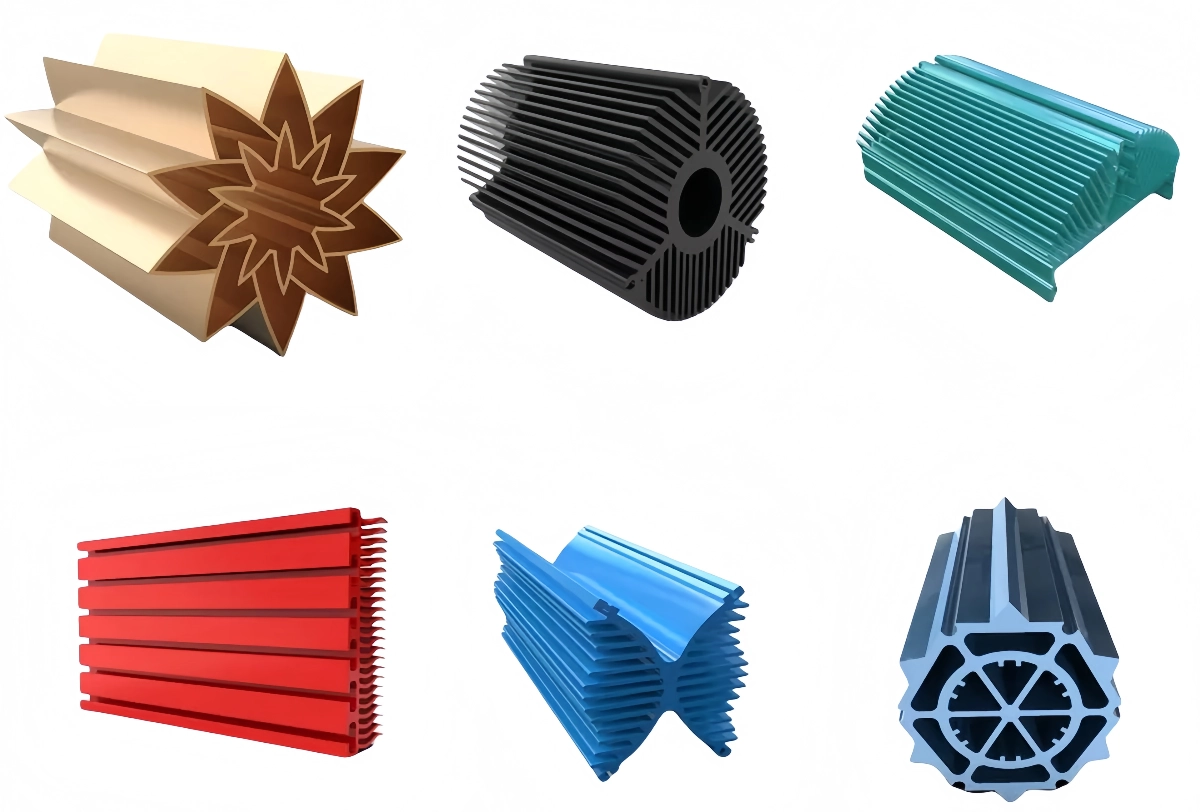
- 設計の柔軟性(複雑なプロファイル):
- 押し出し成形では、機械加工や組み立てでは困難でコストがかかる、非常に複雑な断面形状を作ることができます。設計者は、複数の機能を1つのプロファイルに統合することができます(例えば、配線用チャネル、アセンブリ用スロット、ヒートシンクフィン、構造リブ)。カスタムプロファイルを作成するこの能力は、設計の可能性を大きく広げます。
- 費用対効果(ツーリングとボリューム):
- 押出成形用金型には初期投資が必要だが、このコストはダイカストや射出成形用の金型に比べて大幅に低いことが多い。
- 一旦ダイが作られれば、押出工程自体は非常に効率的で、高い生産速度が可能であるため、中・大量生産では部品当たりのコストが低くなる。そのため アルミニウム押出部品 非常に経済的でデザインに適している。
- 優れた熱伝導性と電気伝導性:
- アルミニウムは熱と電気の伝導性に優れている(銅よりは劣るが)。そのため アルミニウム押出部品 ヒートシンク、バスバー、電気筐体、LED照明部品などの用途に最適。
- 製作と加工の容易さ:
- アルミニウムは一般的に切断、穴あけ、タップ、パンチ、機械加工が容易です。つまり、アルミニウムは一般的に切断、穴あけ、タップ、パンチ、機械加工が容易です。つまり アルミニウム押出部品 は、押出成形だけでは不可能な特徴を付加するための二次加工を容易に施すことができる。また、溶接も容易である(適切な技術と合金を使用)。
- 美学と仕上げのオプション:
- 押し出し材は、金型から直接、良好な表面仕上げが可能です。また、陽極酸化処理(透明または着色)、粉体塗装、塗装、機械的仕上げ(研磨、刷毛塗り)など、さまざまな仕上げが可能で、多様な美観を実現できます。
- リサイクル可能:
- アルミニウムは品質を損なうことなく高度にリサイクル可能であり、一次アルミニウムの生産に必要なエネルギーの数分の一しか必要としない。使用方法 アルミニウム押出部品 より持続可能な製品設計に貢献する。
この表は、主なメリットをまとめたものである:
| メリット | 説明 | キーユーザーのメリット |
| 強度重量比 | 密度が低い割に強度が高い。 | 製品の軽量化、性能・効率の向上 |
| 耐食性 | 天然の保護酸化膜。 | 耐久性、低メンテナンス、屋外向き |
| デザインの柔軟性 | 複雑で統合された断面形状を作成する能力。 | 最適化された設計、部品点数の削減、ユニークな形状 |
| 費用対効果 | 鋳造に比べて金型費が安く、量産時の単価が低い。 | 適切な数量/設計のための経済的な生産 |
| 導電率 | 熱伝導性、電気伝導性に優れている。 | ヒートシンク、電気用途に最適 |
| 製作の容易さ | 切断、機械加工、溶接が容易(適切な技術があれば)。 | 簡単な二次加工と組み立て |
| 仕上げオプション | 陽極酸化、塗装、粉体塗装、研磨などを容易に受け入れる。 | 強化されたプロテクション、幅広い美的選択肢 |
| リサイクル性 | 品質を損なうことなく、高度にリサイクル可能。 | 環境の持続可能性 |
これらの利点が相まって アルミニウム押出部品 は、さまざまな業界のエンジニアやデザイナーにとって、多用途で価値あるオプションです。
アルミニウム押出部品の耐食性はなぜですか?
アルミニウムは屋外でも長持ちすることで知られている。その理由は アルミニウム押出部品 鋼鉄に影響する錆や腐食に抵抗する自然な能力?
私の材料に関する理解では、アルミニウム押出成形部品が腐食に抵抗するのは、アルミニウムが瞬時に空気中の酸素と反応して、表面に非常に薄く、強靭で、透明で、非反応性の酸化アルミニウム(Al₂O₃)層を形成するからである。この受動的な層は、さらなる攻撃から金属を密閉する。

の優れた耐食性 アルミニウム押出部品 スチールや他の金属ではすぐに劣化してしまうような過酷な環境でも使用できるのです。この耐性は、アルミニウムが不活性であるためではなく、次のような現象によるものである。 不動態化.
保護酸化物層(Al₂O₃)
- インスタント・フォーメーション 新鮮なアルミニウムの表面が酸素(通常の空気や湿気に含まれる少量でも)にさらされるとすぐに、急速に反応して非常に薄い、通常は数ナノメートルの厚さしかない酸化アルミニウム(Al₂O₃、アルミナとも呼ばれる)の層を形成する。
- 酸化物層の特性: この自然に形成された酸化物層は
- 化学的に安定している: 酸化アルミニウムは非常に安定しており、多くの一般的な環境では反応しません。簡単に分解したり、さらに反応することはありません。
- 粘着性があり、タフ: 下地のアルミニウム金属と強力に結合する。
- 不浸透性: 酸素、水、その他の腐食性物質が、その下にある反応性のアルミニウム金属に到達するのを防ぐバリアとして機能する。
- 自己治癒力: 表面に傷がついて新しいアルミニウムが露出すると、ほとんど瞬時に新しい保護酸化膜が形成され、酸素が存在する限りバリアが修復される。
- 透明性: 自然に形成された層は非常に薄く、基本的に透明である。つまり、特定の条件や処理で厚くならない限り、アルミニウム部品の金属的な外観を変えることは通常ない。
鋼鉄の錆びとの比較
この不動態化プロセスは、鉄や鋼の錆びとは根本的に異なる。鉄が錆びるとき、鉄の酸化物(錆)が形成されますが、この酸化物は多孔質で薄片状であり、よく付着しません。錆は実際には、水分や酸素が下地の鉄に到達し続けることを許し、進行性でしばしば破壊的な腐食につながる。これとは対照的に、酸化アルミニウムは安定した無孔質の保護シールを形成します。
アルミニウムの耐食性に影響する要因
の耐食性は一般的に優れているが アルミニウム押出部品 に影響される可能性がある:
- 合金組成: ある種の合金元素は耐食性に若干の影響を与えることがある。
- 純アルミニウム(1xxxシリーズ): 最高の耐性。
- Al-Mg合金(5xxxシリーズ): 特に海洋環境において優れた耐性を発揮する。
- Al-Mg-Si系合金(6xxx系、6063、6061など): 非常に優れた一般耐食性。
- Al-Cu合金(2xxxシリーズ)およびAl-Zn合金(7xxxシリーズ): 耐性が低く、クラッディングや陽極酸化のような保護コーティングが必要な場合が多い。
- 環境: 大気腐食には耐性がありますが、アルミニウムは特定の化学物質、特に強酸や強アルカリ(pHが高いまたは低い環境)に侵されることがあります。また、アルミニウムが電解質(塩水など)の存在下で、より貴金属(銅やステンレス鋼など)と直接接触すると、ガルバニック腐食が発生することがあります。大気中の腐食には耐性がありますが、アルミニウムは特定の化学物質、例えば以下のような化学物質によって侵されることがあります。
- 表面仕上げ: 陽極酸化のような処理は、より厚く、より制御された酸化皮膜を形成することにより、耐食性を大幅に向上させます。塗装や粉体塗装は、バリア層を提供します。
耐食性の向上
より高い耐久性が求められる用途に:
- 陽極酸化処理: 制御された非常に厚い(ミクロン厚)酸化皮膜を形成し、耐食性と耐摩耗性を大幅に向上させる。
- パウダーコーティング/塗装: 装飾的かつ保護的なバリア・コーティングを提供する。
- クロメート/非クロム変換コーティング: 薄いケミカル・コーティングは、保護や塗料・パウダーの前処理として使用される。
この表は腐食メカニズムをまとめたものである:
| 特徴 | アルミニウム不動態化 | 鋼鉄の錆 |
| 反応生成物 | 酸化アルミニウム(Al₂O₃) | 酸化鉄(Fe₂O₃-nH₂Oなど) |
| レイヤープロパティ | 薄い、丈夫、接着性、不浸透性、安定性 | 多孔性, 薄片状, 非付着性, 不安定 |
| 保護レベル | 高い (金属を環境から遮断する) | 低い (腐食が進む) |
| セルフ・ヒーリング | はい (空中で引っ掻くと即座に再形成される) | いいえ(錆が発生し、剥がれ落ちる) |
安定した自己修復酸化物層を形成するこの固有の能力が、このような酸化物層を形成する主な理由である。 アルミニウム押出部品 は、多くの典型的な用途において優れた耐食性を提供する。
結論
押出アルミニウム部品金型成形による均一なプロファイルによって定義されるこの素材は、強度対重量比や設計の柔軟性といった利点を備えている。製造には、加熱、押出、冷却、切断が含まれる。その自然な耐食性は、保護的な自己修復酸化層によるものです。