Indirizzo
304 Nord Cardinale
St. Dorchester Center, MA 02124
Orario di lavoro
Da lunedì a venerdì: dalle 7.00 alle 19.00
Fine settimana: 10.00 - 17.00
Indirizzo
304 Nord Cardinale
St. Dorchester Center, MA 02124
Orario di lavoro
Da lunedì a venerdì: dalle 7.00 alle 19.00
Fine settimana: 10.00 - 17.00

Confused about how those complex aluminum shapes for your products are made? Sourcing parts without understanding the process can lead to quality issues or delays. From my experience at ALUT, mastering this knowledge is key.
Based on our daily operations here at ALUT, I define aluminum profile manufacturing primarily through the extrusion process. This involves heating aluminum billets and forcing them through a shaped die using immense pressure to create continuous profiles with specific cross-sections, followed by careful finishing steps.
This process allows for incredible design flexibility, but it requires precision and expertise at every stage. Understanding these steps helps you communicate better with suppliers like us and ensure you get the exact components you need. Let’s look closer at how it all comes together.
Wondering about the journey from raw metal to a finished aluminum profile? Simply ordering parts without insight into their creation can feel like a gamble. Having managed production lines for years, I can clarify the essential steps involved.
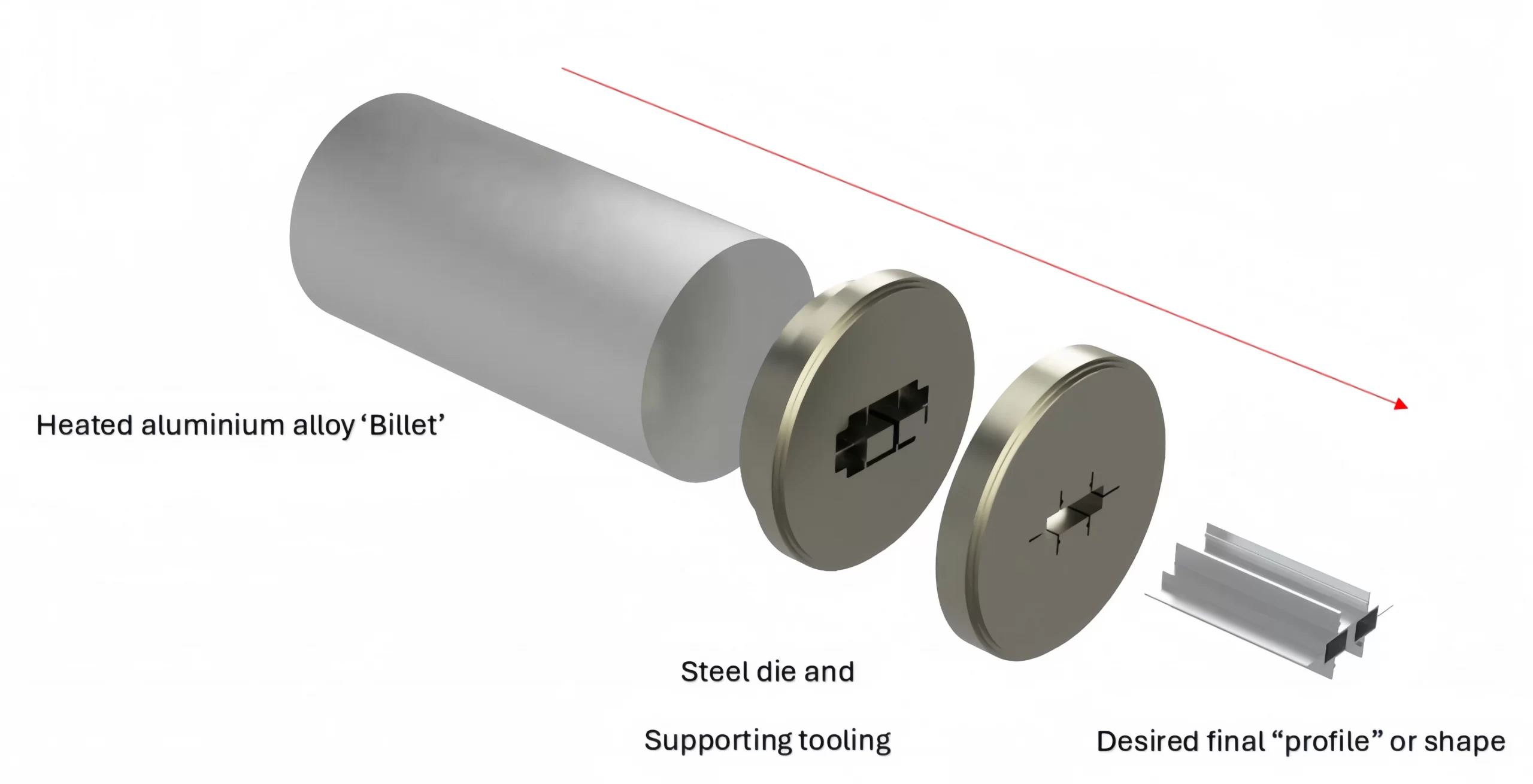
From my direct involvement in manufacturing at ALUT, the aluminum profile manufacturing process works by first designing and creating a steel die. We then heat an aluminum billet, push it through this die with a powerful press, cool the resulting shape, stretch it for straightness, cut it to length, and finally age and finish it as required.
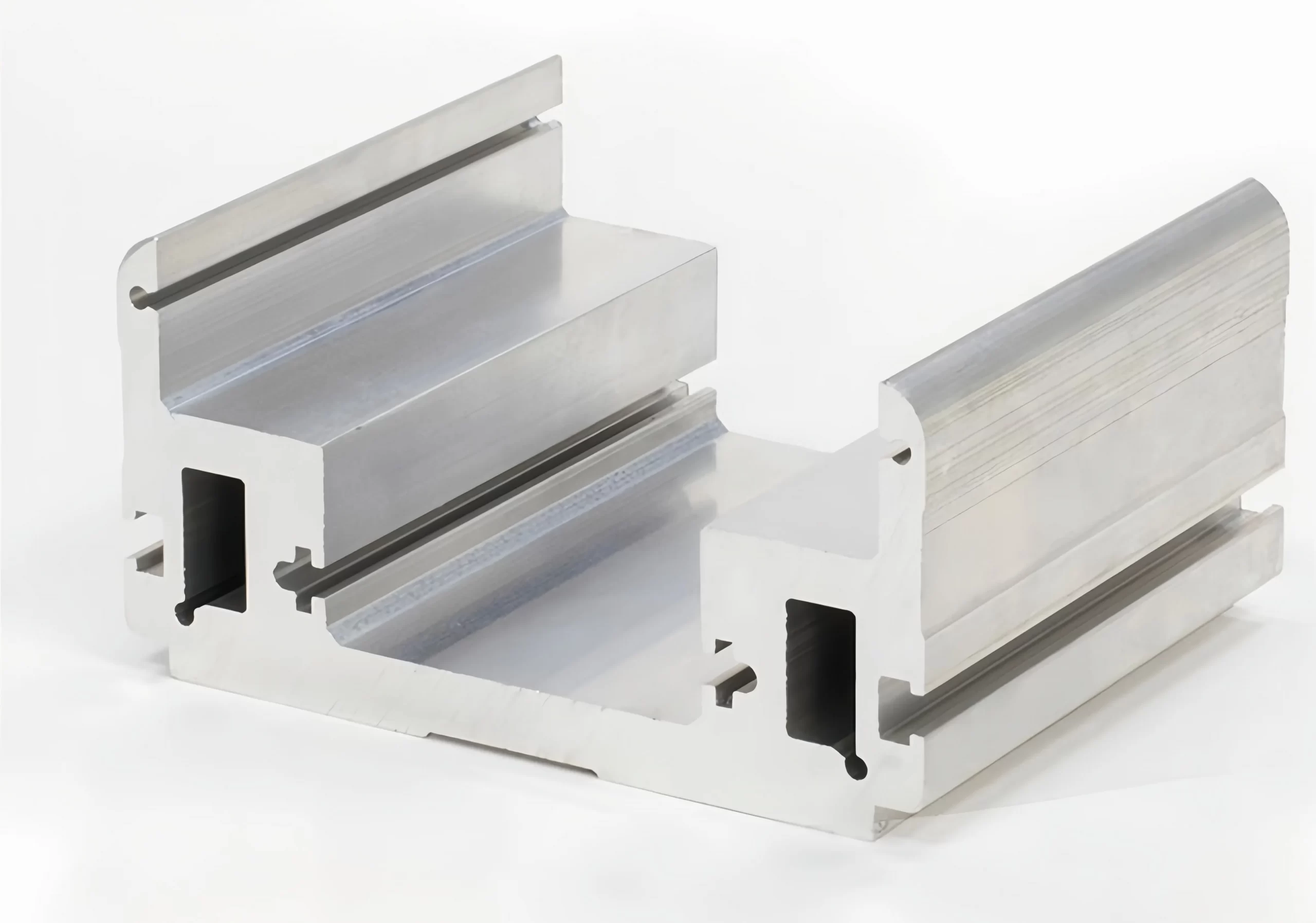
The core of aluminum profile manufacturing is almost always the extrusion process. While other methods exist for shaping aluminum, extrusion is dominant for creating linear shapes with consistent cross-sections. It’s a sophisticated process requiring careful control at each stage to ensure the final product meets the stringent quality requirements demanded by clients like you. Let’s break down the typical workflow:
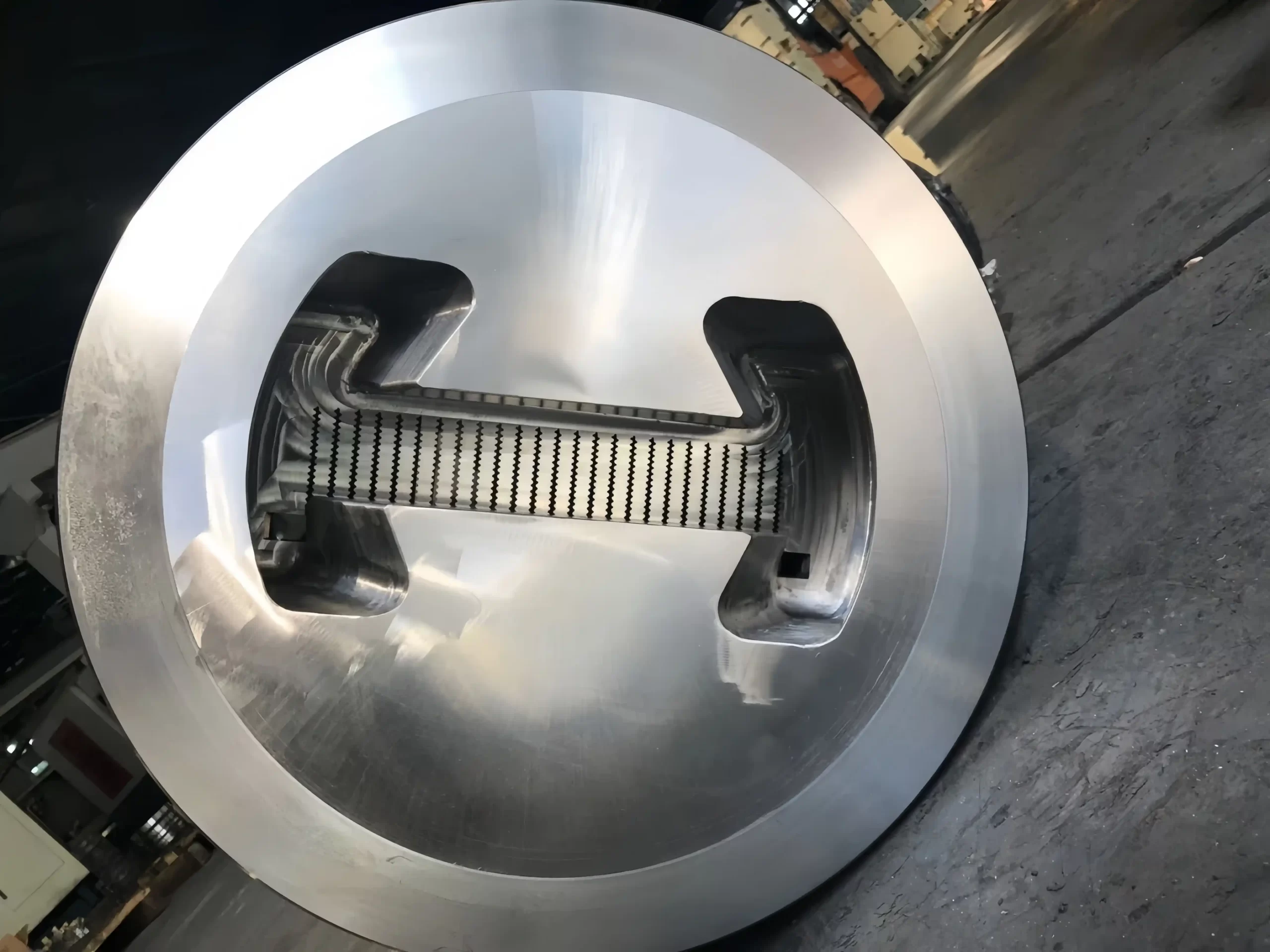
This is where customization begins. Based on the customer’s drawing or specifications, engineers design a die – a specialized steel tool with an opening shaped like the desired profile cross-section.
The raw material starts as a solid cylindrical log of a specific aluminum alloy, called a billet.
This is the heart of the process.
As the profile exits the die onto a runout table, it must be cooled correctly.
Extrusions often have minor twists or bows after cooling.
The long, straightened profile is cut into the specific lengths ordered by the customer, usually with a precision saw.
For many common alloys (like 6000 series), aging is necessary to achieve full strength and hardness (temper).
Depending on requirements, profiles may undergo further steps:
This systematic process, when managed well with robust quality checks at each stage, ensures the reliable delivery of high-quality aluminum profiles manufacturing tailored to exact specifications.
Curious about what actually goes into making those aluminum profiles? Understanding the base materials is fundamental to grasping the properties and potential of the final product. From my perspective handling procurement and production, it starts with high-quality aluminum alloys.
Based on my experience sourcing materials for ALUT, the primary raw material fueling aluminum profile manufacturing is the aluminum billet. These cylindrical logs are cast from specific aluminum alloys, which are carefully chosen mixtures of aluminum with other elements like magnesium, silicon, copper, or zinc to achieve desired properties.
While the end product is an “aluminum profile manufacturing,” the specific type of aluminum used is critical. Pure aluminum is actually quite soft and not suitable for most structural or demanding applications. Therefore, manufacturers use aluminum alloys – metals created by combining aluminum with one or more other elements. These alloying elements significantly alter the material’s characteristics.
The journey begins with aluminum billets (also sometimes called logs).
Different elements are added to aluminum to enhance specific properties:
| Alloy Series | Primary Alloying Elements | Key Characteristics | Common Applications in Profiles |
| 1xxx | 99%+ Aluminum | Excellent corrosion resistance, high conductivity, soft | Electrical conductors, chemical equipment (less common) |
| 3xxx | Manganese (Mn) | Moderate strength, good formability, good corrosion res. | Heat exchangers, general sheet metal work (less common) |
| 5xxx | Magnesium (Mg) | Good strength, excellent corrosion resistance (marine) | Marine applications, transport, pressure vessels |
| 6xxx | Magnesium (Mg) & Silicon (Si) | Most common for extrusion, good strength, extrudability, weldability, corrosion resistance, heat-treatable | Architectural (windows, doors), structural, automotive, general use |
| 7xxx | Zinc (Zn) & Magnesium (Mg) | Very high strength, heat-treatable | Aerospace structures, high-stress applications |
The most widely used alloys for general aluminum profile manufacturing are typically from the 6xxx series, particularly 6063 (favored for architectural applications due to excellent surface finish and corrosion resistance) and 6061 (higher strength, good machinability, used in structural applications). The choice depends entirely on the performance requirements of the final product.
Aluminum is highly recyclable without losing its quality. Using recycled aluminum scrap to produce billets is common practice. This is not only environmentally beneficial but also energy-efficient, requiring only about 5% of the energy needed to produce primary aluminum from ore. Ensuring proper sorting and treatment of scrap is vital to maintain the required alloy composition and quality.
Understanding these raw materials helps purchasing managers like you specify the right alloy for your application and appreciate the importance of material quality control in the manufacturing process.
Are aluminum profiles just for windows and doors? Many people associate them primarily with construction. However, as a manufacturer supplying diverse sectors, I know their reach extends far wider across modern industry.
In my role at ALUT, I see countless industries benefiting directly from aluminum profile manufacturing. Key sectors include building and construction, automotive and transportation, electrical and electronics, industrial machinery and automation, consumer goods, furniture, and even aerospace due to aluminum’s unique properties.
The unique combination of properties offered by aluminum – lightweight, high strength-to-weight ratio, corrosion resistance, thermal conductivity, electrical conductivity, recyclability, and the ability to be extruded into complex shapes – makes aluminum profiles manufacturing incredibly versatile. Let’s explore some of the major beneficiaries:
This is arguably the largest market. Aluminum profiles manufacturing are essential for:
Weight reduction is critical in this sector for fuel efficiency and performance. Aluminum profiles are used in:
Aluminum’s properties are valuable here too:
While often requiring higher-strength alloys (2xxx, 7xxx series), the fundamental benefits of aluminum extrusion (lightweight strength) are critical for aircraft structural components, interior fittings, and cargo systems.
Here’s a table summarizing some connections:
| Industria | Key Applications of Aluminum Profiles | Primary Benefits Utilized |
| Building & Construction | Windows, doors, facades, roofing, structural elements | Corrosion resistance, strength, extrudability |
| Automotive/Transport | Body structures, trim, EV battery trays, heat exchangers | Lightweight, strength-to-weight, conductivity |
| Electrical/Electronics | Heat sinks, enclosures, busbars, solar panel frames | Thermal/electrical conductivity, shielding |
| Macchinari industriali | Modular framing (T-slots), automation components, linear guides | Strength, modularity, precision |
| Consumer Goods/Furniture | Appliance parts, furniture frames, sporting goods, lighting fixtures | Aesthetics, lightweight, durability |
The widespread use across these diverse industries highlights the adaptability and value proposition of aluminum profile manufacturing, enabling innovation and efficiency in countless products.
Planning to design a part using aluminum profile manufacturing? Simply drawing a shape isn’t enough. Certain design choices can significantly affect how easily, efficiently, and cost-effectively a profile can be manufactured. From my experience guiding clients’ designs for manufacturability, several key factors need careful consideration.
Based on countless projects at ALUT, the most critical design factors impacting aluminum profile manufacturing are the profile’s shape complexity, variations in wall thickness, specified tolerances, the chosen aluminum alloy, and any required surface finishes. Each affects die design, material flow, cooling, and potential cost.
Optimizing a design for manufacturing (DFM) early in the process is crucial. It helps prevent production issues, reduces costs, and ensures the final part meets functional requirements reliably – addressing potential pain points like dimensional non-conformance. Let’s examine these factors:
Considering these factors during the design phase, ideally in consultation with the manufacturer, leads to a more robust, cost-effective, and producible aluminum profile manufacturing.
Aluminum profile manufacturing, primarily through extrusion, is a versatile process vital to many industries. Understanding the steps, materials, applications, and key design factors helps ensure successful outcomes and high-quality components.