Avete bisogno di sagomare aste di alluminio per il vostro progetto, ma siete preoccupati di fare le cose per bene? So che la realizzazione di curve precise e senza difetti può sembrare un'impresa ardua se non si ha esperienza o se non si dispone dell'attrezzatura giusta.
Per quanto riguarda la mia esperienza nella fornitura di componenti in alluminio personalizzati, la piegatura di barre di alluminio richiede tecniche specifiche e la conoscenza del materiale. La sua difficoltà dipende molto dalla lega, dalla tempra, dal diametro e dal raggio di curvatura desiderato, ma è sicuramente realizzabile con il giusto approccio e le giuste conoscenze.
Il successo della piegatura delle barre di alluminio apre molte possibilità di utilizzo, da elementi strutturali e strutture a pezzi decorativi e componenti funzionali. Vediamo quanto è difficile, quali sono gli strumenti necessari per riuscirci, le insidie più comuni da evitare e i limiti con cui è possibile piegare queste aste versatili.
Quanto è difficile piegare accuratamente le barre di alluminio?
Iniziare un progetto con aste piegate può intimorire. Quanto è difficile ottenere curve precise senza rovinare il materiale? Ne parlo spesso con i clienti che pianificano i loro progetti.
Secondo la mia esperienza, la difficoltà varia notevolmente. Piegare aste morbide e di piccolo diametro a grandi raggi è abbastanza facile. Tuttavia, piegare con precisione leghe più dure, diametri più grandi o ottenere raggi stretti richiede maggiore abilità, utensili adeguati e un controllo accurato per evitare problemi.
La difficoltà percepita di piegare accuratamente aste di alluminio dipende in modo significativo da diversi fattori interconnessi. Non si tratta di una semplice domanda "sì o no"; il compito si colloca in uno spettro che va da relativamente semplice a piuttosto impegnativo, richiedendo conoscenze e attrezzature specializzate nella fascia più alta.
Fattori che influenzano la difficoltà di piegatura
Lega di alluminio: Le diverse leghe di alluminio possiedono proprietà meccaniche molto diverse che influiscono direttamente sulla loro formabilità.
Leghe più morbide (ad esempio, 1100, 3003): Queste leghe hanno un basso limite di snervamento e un'elevata duttilità (allungamento). Ciò significa che si deformano facilmente con una forza minore e possono allungarsi notevolmente sulla curva esterna senza incrinarsi. La piegatura di queste leghe è generalmente considerata facile.
Leghe a media resistenza (es. 5052, 6063): Offrono un equilibrio tra resistenza e formabilità. Richiedono una forza maggiore rispetto alle serie 1xxx o 3xxx, ma sono comunque facilmente piegabili, soprattutto con tempere più morbide.
Leghe ad alta resistenza (ad esempio, 6061-T6, 2024, 7075): Queste leghe sono molto più resistenti e meno duttili. Richiedono una forza sostanzialmente maggiore per essere piegate, sono molto più soggette a cricche (soprattutto sul raggio di curvatura esterno) e richiedono raggi di curvatura più ampi. La piegatura accurata e senza difetti di queste leghe richiede attrezzature robuste e un attento controllo del processo.
Temperamento: Per qualsiasi lega (in particolare quelle trattabili termicamente come la 6061 o la 6063), la tempra (livello di durezza/resistenza raggiunto attraverso il trattamento termico o la tempra di lavorazione) è fondamentale.
Tempra 'O' (ricotto): Lo stato più morbido e duttile. È sempre la tempra più facile da piegare per qualsiasi lega.
Temperamento T4: Trattato termicamente in soluzione e invecchiato naturalmente. Offre un buon compromesso: più resistente dell'O, ma ancora significativamente più formabile del T6.
T6 Tempra: Trattato termicamente in soluzione e invecchiato artificialmente per ottenere la massima resistenza. Questo processo riduce significativamente la duttilità, rendendo il T6 la tempra comune più difficile da piegare.
Diametro dell'asta: Le aste di diametro maggiore richiedono intrinsecamente una forza maggiore per essere piegate rispetto alle aste di diametro inferiore della stessa lega e tempra, semplicemente a causa della maggiore quantità di materiale da deformare. L'attrezzatura di piegatura deve essere adeguatamente dimensionata per la forza richiesta.
Raggio di curvatura: Il tentativo di piegare un tondino a un raggio più stretto di quello che il materiale è in grado di gestire per la sua lega, tempra e diametro è una delle principali cause di difficoltà e fallimento (cricche/fratture). Le piegature più strette inducono una maggiore sollecitazione del materiale. Raggiungere con precisione raggi molto stretti è sempre più difficile.
Requisiti di precisione: Piegare un'asta a una curva approssimativa è più facile che ottenere un angolo e un raggio precisi con tolleranze ristrette, che richiede strumenti e misure più sofisticati.
Livelli di difficoltà generali
Possiamo riassumere concettualmente le difficoltà:
Scenario
Livello di difficoltà
Sfide principali
Diametro ridotto, lega morbida (3003-O), raggio elevato
Facile
Forza minima, basso rischio di fessurazione
Diametro medio, lega media (6061-T4), raggio moderato
Moderato
Richiede un'attrezzatura adeguata, forza moderata, ritorno elastico
Diametro grande, lega dura (6061-T6), raggio stretto
Difficile
Forza elevata, alto rischio di fessurazione, richiede precisione
Pertanto, durante la piegatura di aste di alluminio può Sebbene sia facile in condizioni favorevoli, la realizzazione di curve precise in leghe più resistenti, di dimensioni maggiori o con raggi stretti presenta sfide significative che richiedono conoscenze, strumenti e tecniche adeguate.
Quali strumenti si utilizzano per piegare correttamente le barre di alluminio?
Sapendo che la piegatura può essere complicata, di quali strumenti ho bisogno per eseguirla correttamente ed evitare di danneggiare l'asta? Affidarsi a metodi improvvisati spesso porta a risultati scadenti.
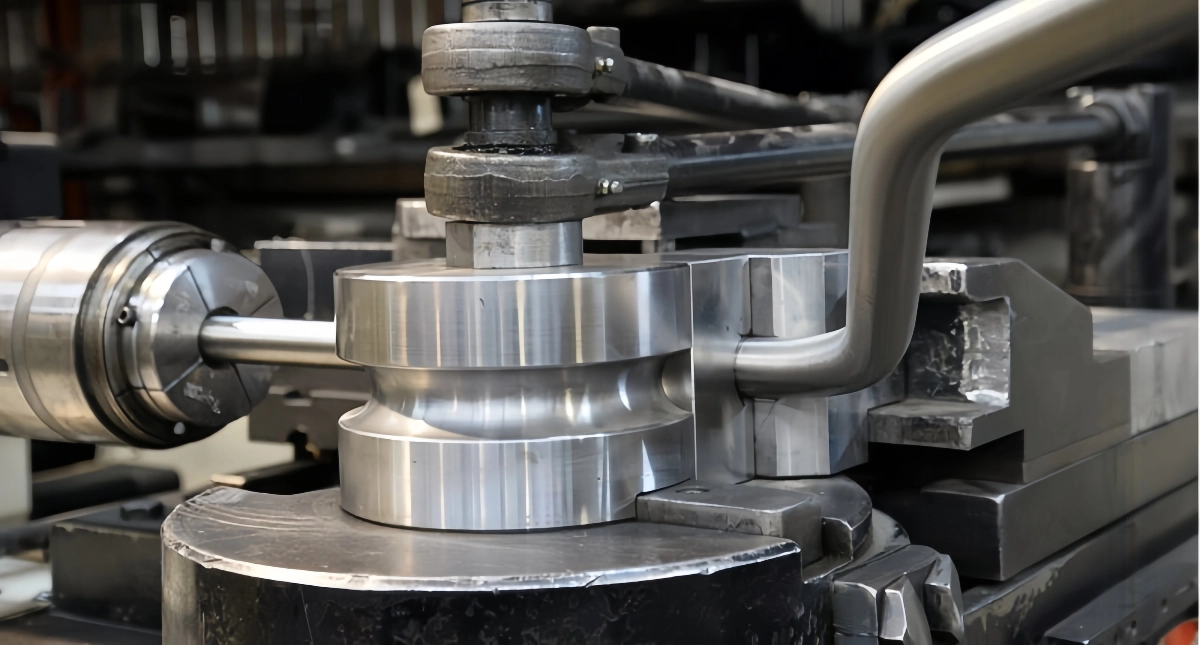
Dal punto di vista della produzione, utilizziamo strumenti specializzati come le trafile rotanti, le piegatrici a tre rulli o le presse piegatrici idrauliche con stampi appropriati progettati per il diametro specifico dell'asta e il raggio desiderato. Esistono anche piegatrici manuali per aste più piccole e morbide.
Per piegare con successo le barre di alluminio, in particolare con precisione e senza difetti, sono necessari utensili progettati specificamente per questo compito. La scelta dell'utensile dipende in larga misura dal diametro del tondino, dalla lega e dalla tempra, dal raggio e dall'angolo di piegatura desiderati, dalla precisione richiesta e dal volume di produzione. Metodi improvvisati che utilizzano morse e forza bruta spesso portano a pieghe, piegature imprecise o fratture.
Strumenti di piegatura comuni
Piegatrici manuali per tubi/barre:
Descrizione: Utensili manuali, spesso a leva, progettati per aste di diametro ridotto (in genere fino a 1/2 pollice o forse leggermente superiore, a seconda della morbidezza della lega). Di solito incorporano scanalature o matrici preformate per i raggi più comuni.
Ideale per: Leghe morbide (1100, 3003, 5052/6063 morbido), piccoli diametri, curve non critiche, progetti fai-da-te, riparazioni sul campo, bassi volumi.
Limitazioni: La capacità di forza limitata, la difficoltà di ottenere un'elevata precisione o raggi stretti su materiali più resistenti, dipende in larga misura dall'abilità dell'operatore.
Piegatrici rotative:
Descrizione: Macchine più sofisticate (manuali, idrauliche o a controllo numerico) che bloccano l'asta e la trascinano attorno a una matrice di piegatura rotante. Spesso utilizzano mandrini interni (anche se meno comuni per le aste solide che per i tubi) e stampi a pressione per sostenere il materiale durante la piegatura.
Ideale per: Per ottenere curve di alta precisione, consistenza e qualità, soprattutto con raggi più stretti o materiali più difficili. Adatto a volumi di produzione medio-alti. Le versioni CNC consentono di eseguire sequenze complesse di piegature multiple.
Limitazioni: Richiede utensili specifici (stampi) per ogni diametro e raggio di curvatura dell'asta, con costi iniziali più elevati.
Piegatrici a tre rulli (rulli angolari, piegatrici di sezioni):
Descrizione: Macchine dotate di tre rulli regolabili (di solito a piramide) che curvano progressivamente l'asta quando la attraversano più volte.
Ideale per: Crea curve di grande raggio, curve ampie, archi, spirali o cerchi completi. Può gestire una gamma di dimensioni di aste a seconda della capacità della macchina.
Limitazioni: Non è adatto per raggi stretti. Raggiungere punti precisi di inizio e fine della piegatura può essere difficile rispetto alla piegatura per imbutitura.
Freni a pressa idraulici (con utensili a V o a raggio):
Descrizione: Sebbene siano utilizzate principalmente per le lamiere, le presse piegatrici dotate di apposite ghiere a V o di utensili a raggio specializzato possono essere impiegate per piegare le aste, in genere per semplici curve ad angolo piuttosto che per curve lisce.
Ideale per: Creazione di curve angolari discrete nelle aste, spesso utilizzate per staffe o supporti strutturali. Può gestire diametri maggiori e applicare una forza significativa.
Limitazioni: Tende a segnare il tondino, può causare un appiattimento se l'utensile non è ideale, è meno adatto per curve lisce e continue rispetto alle piegatrici a rulli o a disegno.
Dime e dispositivi personalizzati:
Descrizione: Per piegature specifiche e ripetitive, è possibile fabbricare maschere su misura per guidare l'asta e garantire la coerenza quando si utilizzano metodi di piegatura manuali o più semplici.
Ideale per: Miglioramento della ripetibilità nelle configurazioni di piegatura a bassa tecnologia per geometrie specifiche dei pezzi.
Limitazioni: Sono necessarie progettazione e fabbricazione per ogni singola curva.
Componenti essenziali degli utensili (per la piegatura a macchina)
Piegare la morte: L'utensile primario con il raggio desiderato a cui si conforma l'asta.
Morsetto Die: Mantiene saldamente la sezione diritta dell'asta durante la piegatura.
Stampo a pressione: Applica una pressione per sostenere l'asta mentre viene tirata intorno allo stampo di piegatura.
(Opzionale) Mandrino: Supporto interno utilizzato principalmente per i tubi, ma talvolta adattato a scenari specifici di piegatura delle aste, anche se meno comune.
(Opzionale) Die tergicristallo: Supporta il raggio interno appena dopo il punto di tangenza per evitare la formazione di grinze (più critico per i tubi).
La scelta dell'utensile giusto implica una corrispondenza tra le capacità dell'utensile (forza, precisione, capacità di raggio) e le esigenze della specifica attività di piegatura (materiale, diametro, requisiti di piegatura). L'uso di utensili sottodimensionati o inadeguati è una causa comune di risultati scadenti.
Quali sono gli errori più comuni nella piegatura delle barre di alluminio?
Ok, ho gli strumenti e i materiali giusti. A quali insidie devo prestare attenzione per evitare di commettere errori costosi durante la piegatura delle aste?
Avendo assistito a molti tentativi, gli errori più comuni che noto sono la scelta di una lega/temperatura sbagliata (troppo dura), la piegatura più stretta del raggio minimo, l'uso di utensili errati o danneggiati, l'applicazione della forza troppo rapida e un supporto inadeguato che porta a pieghe o fratture.
La piegatura di barre di alluminio sembra semplice, ma diversi errori comuni possono portare a risultati indesiderati come parti incrinate, dimensioni imprecise, danni superficiali o risultati incoerenti. La consapevolezza di queste insidie è il primo passo per ottenere piegature di alta qualità.
Errore 1: Scelta errata del materiale/termotipo
Errore: Scegliere una lega o una tempra troppo dura o non sufficientemente duttile per il raggio di curvatura previsto o per il processo di formatura (ad esempio, cercare di fare una curva stretta in 6061-T6).
Risultato: Cricche o rotture complete durante la piegatura, eccessivo ritorno elastico, necessità di una forza eccessiva che potrebbe danneggiare l'utensile o il pezzo.
Prevenzione: Consultare le specifiche del materiale. Scegliere leghe come 3003, 5052 o 6063/6061 in tempre più morbide (O, T4, Hx2/Hx4) per una piegatura significativa. Comprendere il compromesso tra resistenza finale e formabilità.
Errore 2: violazione del raggio minimo di curvatura
Errore: Tentare di piegare il tondino attorno a un raggio inferiore a quello che il materiale può tollerare con sicurezza per il suo diametro, la sua lega e la sua tempra.
Risultato: Un'elevata tensione di trazione sulla superficie esterna della curva porta alla fessurazione o alla rottura. Una forte compressione sulla superficie interna può causare deformazioni o distorsioni.
Prevenzione: Determinare e rispettare sempre il raggio di curvatura minimo raccomandato per le condizioni specifiche del materiale. Utilizzare utensili con il raggio corretto. In genere, i materiali e le temperature più morbide consentono raggi più stretti.
Errore 3: utilizzo di utensili inadeguati o danneggiati
Errore: Utilizzo di utensili non progettati per il diametro dell'asta, utilizzo di matrici usurate o danneggiate (scalfitture, superfici ruvide), o utilizzo di setup di fortuna (ad esempio, piegando un bordo tagliente in una morsa).
Risultato: Inclinazione, appiattimento (ovalizzazione, anche se meno pronunciata nelle aste solide rispetto ai tubi), danni superficiali (graffi, scanalature), angoli o raggi di curvatura imprecisi. Un utensile danneggiato può creare risvolti di tensione che portano a cricche.
Prevenzione: Utilizzare utensili specificamente progettati per il diametro della barra e il tipo di piegatura (ad esempio, stampi di piegatura a traino rotante, rulli di piegatura). Assicurarsi che gli utensili siano lisci, correttamente dimensionati e in buone condizioni. Utilizzare stampi di supporto appropriati (stampo di pressione).
Errore 4: supporto materiale inadeguato
Errore: Non sostenere adeguatamente l'asta durante la piegatura, soprattutto in prossimità della zona di piegatura (per la piegatura a pressa o per metodi meno sofisticati). Per i tubi, questo include l'omissione di un mandrino quando necessario.
Risultato: Incappucciamento, deformazione o collasso del profilo dell'asta.
Prevenzione: Utilizzare metodi come la piegatura a trafila rotante con stampi a pressione che supportano la forma dell'asta. Assicurare un serraggio adeguato. Per i tubi, utilizzare un mandrino per le curve strette e le pareti sottili.
Errore 5: velocità di piegatura non corretta
Errore: Applicare la forza di flessione troppo rapidamente, soprattutto nel caso di leghe meno duttili o di curve complesse.
Risultato: Aumento delle sollecitazioni sul materiale, maggiore probabilità di fessurazione o strappo. Riduzione del controllo sull'angolo finale a causa del ritorno elastico inconsistente.
Prevenzione: Utilizzare una velocità di piegatura regolare, controllata e costante, adatta al materiale e al metodo.
Errore 6: non tenere conto del ritorno elastico
Errore: Piegare l'asta esattamente all'angolo finale desiderato senza considerare il recupero elastico.
Risultato: L'angolo finale dopo il rilascio della forza è inferiore a quello previsto.
Prevenzione: Tutti i materiali presentano un ritorno elastico. Il ritorno elastico deve essere compensato con una leggera sovracurvatura dell'asta. La quantità di sovracurvatura necessaria dipende dalla lega, dalla tempra, dal raggio e dall'angolo, spesso determinata per tentativi o con calcoli basati sui dati del materiale. Le piegatrici CNC sono spesso in grado di calcolare e applicare automaticamente la compensazione del ritorno elastico.
Errore 7: lubrificazione insufficiente
Errore: Non utilizzare un lubrificante appropriato tra l'asta e l'utensile (in particolare gli stampi di piegatura e gli stampi a pressione).
Risultato: L'aumento dell'attrito provoca forze di flessione più elevate, gallamento della superficie, graffi, usura dell'utensile e, potenzialmente, lacerazioni o fessurazioni della superficie dell'asta.
Prevenzione: Applicare un lubrificante per la piegatura compatibile con l'alluminio per ridurre l'attrito e migliorare il flusso del materiale durante la deformazione.
Evitare questi errori comuni attraverso un'attenta pianificazione, la selezione dei materiali, un'attrezzatura adeguata e una tecnica controllata è essenziale per piegare con successo e con precisione le barre di alluminio.
Qual è il raggio minimo per piegare le barre di alluminio?
Ho bisogno di una curva molto stretta per il mio progetto. Quanto posso piegare un tondino di alluminio prima che si rompa o abbia un aspetto terribile? Esiste un limite rigido?
Il raggio di curvatura minimo non è univoco. In base alle specifiche dei materiali con cui lavoro, dipende molto dalla lega di alluminio specifica, dalla sua tempra e dal diametro della barra. Le leghe più morbide con tempra 'O' possono talvolta gestire un raggio prossimo allo zero, mentre il T6 duro potrebbe richiedere un diametro 5-8 volte superiore.
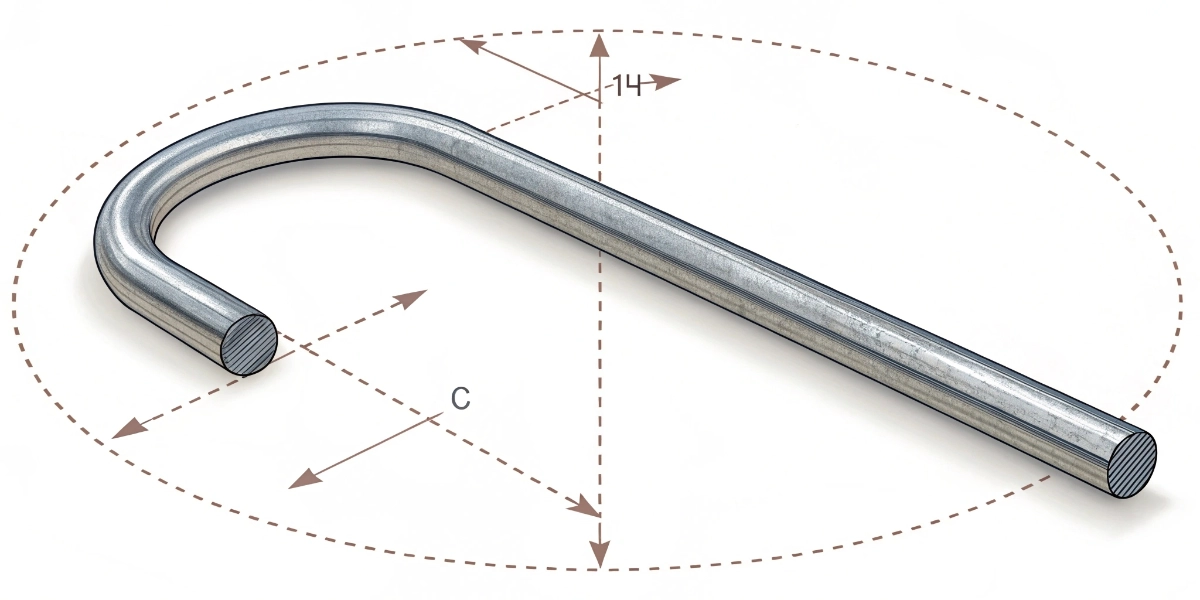
Il raggio di curvatura minimo (MBR) è un parametro critico nella progettazione di componenti con barre di alluminio piegate. Rappresenta il raggio centrale più piccolo a cui una barra può essere piegata senza causare difetti inaccettabili come cricche, distorsioni eccessive o indebolimenti significativi. Il tentativo di piegare in modo più stretto rispetto all'MBR è una causa comune di fallimento.
Fattori che determinano il raggio di curvatura minimo
L'MBR non è un valore fisso, ma dipende principalmente da:
Lega di alluminio e temperamento: Questo è il fattore più significativo.
Duttilità: I materiali con una maggiore duttilità (percentuale di allungamento più elevata) possono sopportare un maggiore allungamento sulla superficie esterna della curva e una compressione sulla superficie interna, consentendo di ottenere curve più strette. Le leghe ricotte (tempra "O") sono le più duttili.
Forza: Le leghe a più alta resistenza (come la tempra T6) sono meno duttili e richiedono raggi di curvatura maggiori per evitare la frattura.
Diametro dell'asta (D): Sebbene sia spesso espresso in relazione allo spessore per lamiere/piastre/tubi, per le aste solide è il diametro stesso a influenzare la deformazione. Tuttavia, l'MBR è più comunemente correlato alle proprietà del materiale che non direttamente al diametro, sebbene i diametri più grandi richiedano in genere utensili di raggio appropriato per ottenere risultati uniformi. Spesso vengono fornite linee guida relative al diametro (ad esempio, raggio 2D, 3D).
Metodo di piegatura e utensili:
Metodo: I metodi di precisione come la trafilatura rotativa, con un supporto adeguato, possono spesso ottenere raggi leggermente più stretti rispetto ai metodi più semplici come la pressopiegatura.
Qualità degli utensili: Utensili lisci e ben mantenuti riducono al minimo le concentrazioni di stress.
Livello di qualità accettabile: La definizione di una curva "accettabile" influenza l'MBR pratico. Se sono tollerate piccole imperfezioni superficiali o un leggero appiattimento, si può utilizzare un raggio leggermente più stretto rispetto a quello richiesto per un profilo e una finitura perfetti.
Linee guida generali (approssimative)
È difficile fornire valori esatti di MBR, poiché dipendono da condizioni specifiche, ma esistono linee guida generali, spesso espresse come multiplo del diametro dell'asta (D):
Lega / Condizione di tempra
Raggio di curvatura minimo tipico (linea centrale)
Note
Molto morbido / altamente duttile:
1100-O, 3003-O
~ Da 1D a 2D
Spesso è in grado di gestire curve molto strette in prossimità di angoli acuti.
Morbido / Buona duttilità:
5052-O, 5052-H32
~ Da 1,5D a 3D
Ottima formabilità, scelta comune per i pezzi piegati.
6061-O, 6063-O
~ Da 1,5D a 3D
Lo stato ricotto è molto formabile per queste leghe.
Media resistenza / discreta duttilità:
6061-T4, 6063-T4
~ Da 3D a 5D
Si può piegare, ma richiede un raggio maggiore rispetto alla tempra O.
Alta resistenza / bassa duttilità:
6061-T6, 6063-T6
~ Da 6D a 10D+
Difficile da piegare in modo stretto, alto rischio di crepe.
2024-T3/T4, 7075-T6
Molto grande / Spesso non consigliato
In genere sono considerati candidati poveri per la piegatura stretta.
Avvertenze importanti:
Questi sono linee guida generali solo. Consultare sempre le schede tecniche specifiche del materiale fornite dal fornitore o eseguire test di piegatura, se possibile.
La qualità della curva (scorrevolezza, assenza di crepe) è fondamentale. Spingersi troppo vicino al minimo assoluto può compromettere l'integrità.
Questi raggi presuppongono l'utilizzo di utensili e tecniche adeguate.
Implicazioni pratiche
Fase di progettazione: I progettisti devono considerare l'MBR fin dalle prime fasi del processo di progettazione. Se si specifica un raggio di curvatura più stretto di quello che il materiale può sopportare, si avranno problemi di produzione o si dovrà passare a una lega/tempera più formabile (e potenzialmente più debole).
Produzione: Gli operatori devono conoscere l'MBR per lo specifico stelo che stanno piegando e assicurarsi che l'attrezzatura e la configurazione rispettino questo limite. La compensazione del ritorno elastico richiede anche la comprensione del comportamento del materiale al raggio scelto.
Se si tenta di eseguire curve molto più strette di queste linee guida, soprattutto con leghe più dure o con utensili inadeguati, è molto probabile che si verifichino crepe visibili sulla superficie esterna o, nei casi più gravi, la rottura completa della barra di alluminio. In caso di dubbi, scegliere sempre un raggio leggermente maggiore.
Conclusione
Le difficoltà di piegatura delle barre di alluminio variano in base alla lega, alla tempra e alle dimensioni. Gli strumenti adeguati, come le trafile, sono fondamentali. Evitate gli errori più comuni, come il superamento dei raggi di curvatura minimi o l'uso di tempere sbagliate, per evitare cricche e garantire risultati accurati e affidabili per i vostri progetti.