Avete bisogno di forme metalliche specifiche per il vostro prodotto ma trovate limitanti le opzioni di magazzino? Capisco quanto sia frustrante quando i componenti standard non soddisfano i requisiti di un progetto unico.
In base alla mia esperienza nella produzione di componenti personalizzati, i pezzi in alluminio estruso sono definiti dalla forma coerente della sezione trasversale, creata spingendo l'alluminio riscaldato attraverso una matrice specializzata. Produciamo questi pezzi per innumerevoli applicazioni.
Questo metodo di produzione è incredibilmente versatile e conveniente per i progetti giusti. Ma cosa rende esattamente un pezzo una "estrusione"? Come funziona il processo di produzione? Quali sono i principali vantaggi offerti da questi componenti e cosa conferisce all'alluminio la sua ben nota resistenza alla corrosione? Esaminiamo questi punti.
Che cosa si intende esattamente per parti in alluminio estruso?
Si sentono termini come estrusioni, profili e forme. Ma cosa definisce nello specifico parti in alluminio estruso rispetto a parti realizzate in altri modi, come la fusione o la lavorazione meccanica?
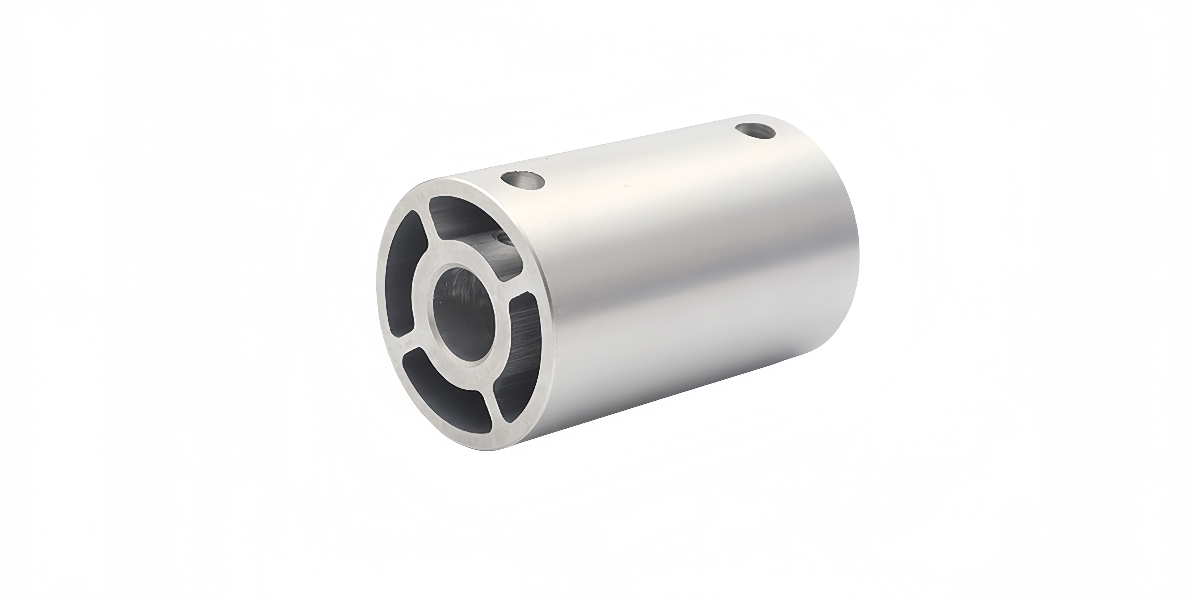
Nella mia attività di produzione, i componenti in alluminio estruso sono formati forzando una billetta di alluminio riscaldata attraverso una matrice a forma della sezione trasversale desiderata. Questo processo crea pezzi lineari con un profilo uniforme per tutta la loro lunghezza.
La caratteristica distintiva di parti in alluminio estruso La differenza sta tutta nel metodo di fabbricazione e nella geometria che ne deriva. Iniziano come un cilindro solido di lega di alluminio (una billetta) che viene riscaldato fino a renderlo malleabile. Questo alluminio caldo e morbido viene poi forzato con un'immensa pressione attraverso uno stampo in acciaio temprato. Lo stampo è dotato di un'apertura che corrisponde esattamente alla forma della sezione trasversale desiderata del pezzo finale.
Quando l'alluminio viene spinto attraverso questa apertura, assume la forma dello stampo, emergendo come un lungo pezzo con quel profilo specifico mantenuto costantemente per tutta la sua lunghezza. Questo lungo pezzo viene poi raffreddato, raddrizzato e tagliato nelle lunghezze richieste per creare i singoli pezzi.
Caratteristiche principali:
Sezione trasversale uniforme: Questo è l'identificatore assoluto. Se si taglia il pezzo in un punto qualsiasi della sua lunghezza, la forma della sezione trasversale sarà la stessa. Ciò contrasta con i pezzi fusi o lavorati, che possono avere forme variabili in tre dimensioni.
Forma lineare: Le estrusioni sono prodotti lineari, creati in lunghezze elevate prima di essere tagliati.
Materiale: Realizzati con leghe di alluminio specifiche scelte per la loro estrudibilità, resistenza e altre proprietà richieste (ad esempio, 6063, 6061).
Linee di fustellatura (sottili): A volte, sulla superficie possono essere visibili linee molto deboli che corrono parallele alla direzione di estrusione, indicando la direzione del flusso di materiale attraverso la matrice.
Cosa non sono:
È utile distinguere parti in alluminio estruso da componenti realizzati con altri metodi:
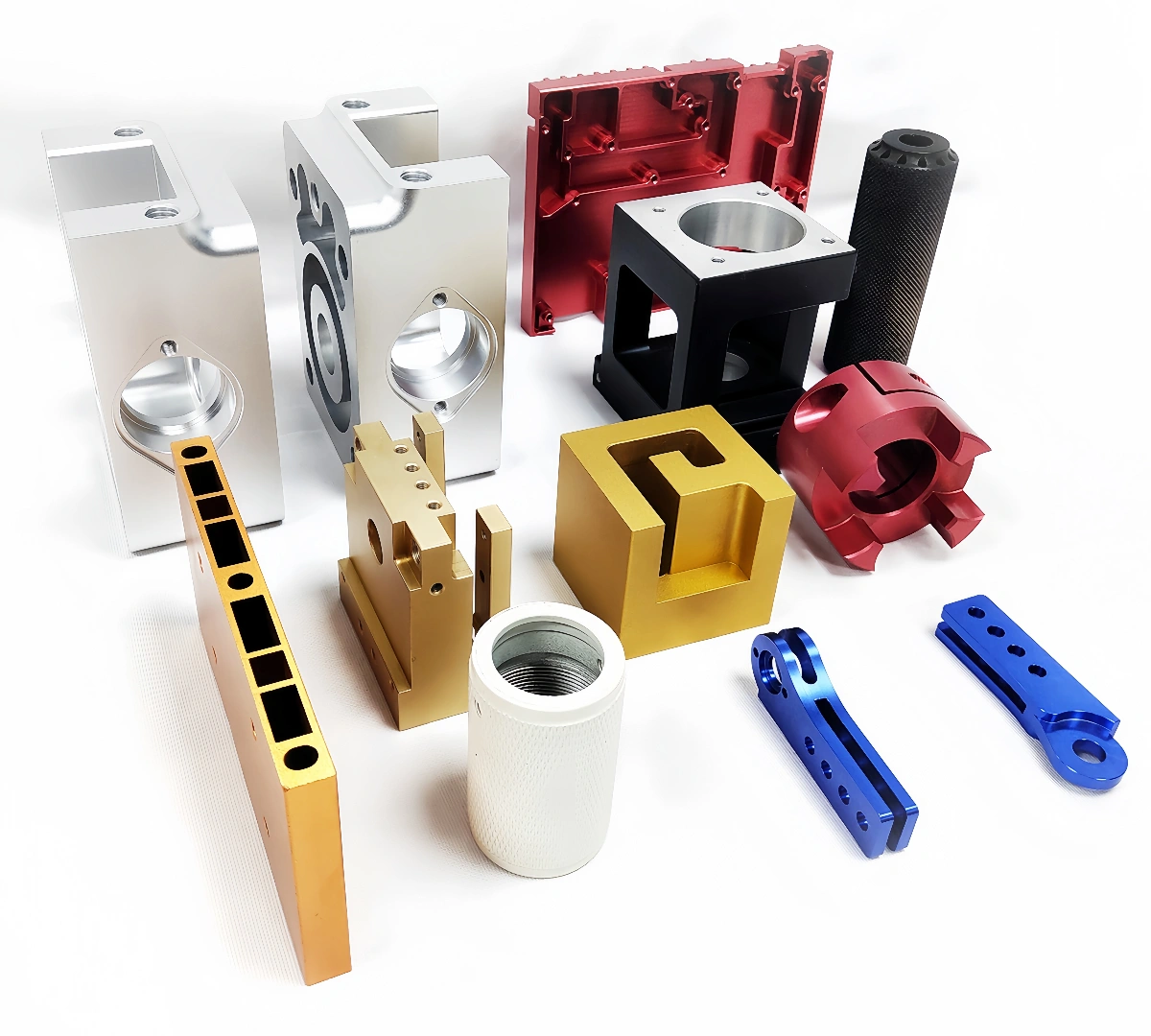
Parti fuse: Formati versando alluminio fuso in uno stampo. Possono avere forme 3D complesse, ma non hanno la sezione trasversale uniforme delle estrusioni e possono avere proprietà del materiale diverse (porosità).
Parti lavorate: Tagliati da blocchi o lastre solide con macchine CNC. Possono avere forme 3D estremamente complesse e un'elevata precisione, ma non hanno il profilo costante sulla lunghezza tipico delle estrusioni e di solito comportano un maggiore spreco di materiale.
Parti stampate: Formati da sottili fogli di alluminio utilizzando stampi di tranciatura. Limitatamente alle forme in lamiera.
Principalmente lineare (prima del taglio/piegatura)
Possono essere forme 3D complesse
Forme tipiche
Profili, canali, angoli, tubi, solidi
Blocchi motore, alloggiamenti complessi
Utensili
Stampo di estrusione
Stampi (fusione), Utensili da taglio (lavorazione)
In sostanza, se un pezzo ha la stessa forma quando lo si guarda da entrambe le estremità, e questa forma si estende in modo costante lungo tutta la sua lunghezza, è molto probabile che sia uno dei molti parti in alluminio estruso utilizzati oggi nell'industria.
Come vengono prodotti i componenti in alluminio estruso?
Sapere cosa sono è una cosa, ma come si crea una forma uniforme da un blocco solido di metallo? Capire il processo aiuta ad apprezzare le possibilità.
In qualità di produttori di componenti in alluminio estruso, seguiamo un processo preciso: riscaldiamo una billetta di alluminio, la forziamo attraverso una matrice in acciaio di forma personalizzata utilizzando una potente pressa idraulica, raffreddiamo il profilo risultante, lo stiriamo in modo rettilineo e lo tagliamo a misura.
La produzione di parti in alluminio estruso si basa sul processo di estrusione dell'alluminio, un metodo altamente efficiente per produrre componenti lineari a sezione costante. Si tratta di una tecnica industriale consolidata che prevede diverse fasi accuratamente controllate:
Fase 1: progettazione e creazione dello stampo
Impronta blu: Il processo inizia con la progettazione della matrice di estrusione. Si tratta di una fase cruciale, solitamente eseguita con un software CAD. La matrice è generalmente realizzata in acciaio per utensili ad alta resistenza (come l'H13).
Lavorazione dell'apertura: Un'apertura, che corrisponde esattamente alla forma negativa del profilo finale desiderato, viene lavorata nel blocco dello stampo. Ciò richiede una conoscenza approfondita del flusso del metallo e dei principi di progettazione degli stampi per garantire che l'alluminio riempia correttamente il profilo. I profili complessi possono richiedere stampi intricati in più parti (ad esempio, stampi a oblò per forme cave). Un'apertura, che corrisponde precisamente alla forma negativa del profilo
Fase 2: Preparazione e riscaldamento della billetta
Selezione del materiale: Si seleziona un tronco solido e cilindrico della lega di alluminio scelta (ad esempio, 6063, 6061) chiamato billetta. La qualità della billetta è importante per ottenere risultati coerenti.
Riscaldamento: La billetta viene tagliata a una lunghezza adeguata e riscaldata uniformemente in un grande forno (a induzione o a gas) a una temperatura specifica, in genere tra 400°C e 500°C (750°F - 930°F). La temperatura esatta dipende dalla lega e rende l'alluminio morbido e malleabile, ma non fuso. La billetta viene tagliata a una lunghezza adeguata e riscaldata uniformemente in un forno di grandi dimensioni (a induzione o a gas) a una specifica temperatura
Fase 3: processo di estrusione
Caricamento: La billetta riscaldata viene trasferita rapidamente nel contenitore di una potente pressa di estrusione idraulica, situata subito dietro la matrice. È possibile applicare un agente distaccante.
Applicare la pressione: Un martinetto idraulico applica una pressione immensa (centinaia o migliaia di tonnellate) sul retro della billetta.
Forzatura attraverso la fustella: Questa pressione costringe l'alluminio ammorbidito a passare attraverso l'apertura sagomata dello stampo, assumendo la forma del profilo come un dentifricio che viene spremuto da un tubetto.
Profilo emergente: L'alluminio emerge dall'altro lato della matrice come un pezzo lungo e continuo con la sezione trasversale desiderata. La velocità di estrusione è attentamente controllata.
Fase 4: raffreddamento (quenching)
Raffreddamento rapido: Quando l'estrusione calda esce dalla matrice, viene raffreddata rapidamente con aria, spruzzi d'acqua o un bagno d'acqua. Questo processo, noto come tempra, è fondamentale per ottenere le proprietà metallurgiche desiderate (tempra, resistenza) della lega di alluminio. La velocità di raffreddamento è fondamentale per tempre specifiche come T5 o T6.
Fase 5: allungamento e raddrizzamento
Correzione: Il profilo lungo e raffreddato può presentare leggere torsioni o archi. Viene afferrato a entrambe le estremità da un tenditore e tirato leggermente (una piccola percentuale di allungamento). Il profilo lungo e raffreddato potrebbe presentare lievi torsioni o archi. Viene afferrato a entrambe le estremità da un tenditore e tirato leggermente (
Risultato: Questa azione di stiramento raddrizza con precisione il profilo e contribuisce ad alleviare le tensioni interne accumulate durante l'estrusione e la tempra.
Fase 6: Taglio a misura
Dimensioni finali: Il profilo lungo e rettilineo viene trasferito a una sega di finitura dove viene tagliato nelle precise lunghezze finali specificate dall'ordine del cliente, creando così i singoli parti in alluminio estruso.
Fase 7: Invecchiamento (trattamento termico - facoltativo)
Sviluppo della tempra: Per alcune tempere (come T5 e T6), i pezzi tagliati sono sottoposti a un trattamento termico finale chiamato invecchiamento (o indurimento per precipitazione). Vengono tenuti in un forno a una temperatura specifica (ad esempio, 170-190°C) per diverse ore. Questo processo consente agli elementi di lega di precipitare all'interno della struttura metallica, aumentando significativamente la resistenza e la durezza del pezzo finale. parti in alluminio estruso.
Questa sequenza accuratamente orchestrata consente di produrre in modo efficiente e in grandi volumi di Questa sequenza accuratamente orchestrata consente di produrre in modo efficiente e in grandi volumi di produrre in modo efficiente e in grandi volumi di produrre in grandi volumi di prodotti. parti in alluminio estruso con dimensioni e proprietà coerenti.
Quali vantaggi offrono agli utenti i componenti in alluminio estruso?
Perché dovrei considerare l'utilizzo di parti in alluminio estruso nel mio progetto invece di parti in acciaio, plastica o alluminio realizzate in modo diverso? Cosa li rende vantaggiosi?
Dal mio punto di vista di fornitore di questi componenti, i vantaggi principali che gli utenti ottengono dai componenti in alluminio estruso sono un eccellente rapporto forza-peso, la resistenza alla corrosione intrinseca, la flessibilità di progettazione per i profili complessi e un notevole rapporto costo-efficacia per i progetti adatti prodotti in volume.
Utilizzo parti in alluminio estruso nella progettazione e nella produzione di prodotti, offre un'interessante combinazione di proprietà dei materiali e vantaggi di processo. Questi vantaggi ne fanno una scelta privilegiata in un'ampia gamma di settori e applicazioni.
Vantaggi principali:
Eccellente rapporto forza-peso:
L'alluminio ha una densità pari a circa un terzo di quella dell'acciaio, ma può raggiungere un'elevata resistenza grazie alla lega e al rinvenimento. Questo comporta parti in alluminio estruso che sono resistenti ma significativamente più leggeri delle controparti in acciaio, fondamentali per le applicazioni nei trasporti (automobilistici, aerospaziali, ferroviari), nelle attrezzature portatili e nelle strutture in cui la riduzione del peso è vantaggiosa per le prestazioni, l'efficienza dei consumi o la facilità di movimentazione.
Resistenza intrinseca alla corrosione:
L'alluminio forma naturalmente uno strato sottile, resistente e trasparente di ossido di alluminio sulla sua superficie quando viene esposto all'aria. Questo strato passivo di ossido protegge il metallo sottostante da un'ulteriore ossidazione e da molti tipi di corrosione. Questo rende parti in alluminio estruso durevole in vari ambienti senza bisogno di rivestimenti pesanti (anche se finiture come l'anodizzazione possono migliorare ulteriormente questa protezione).
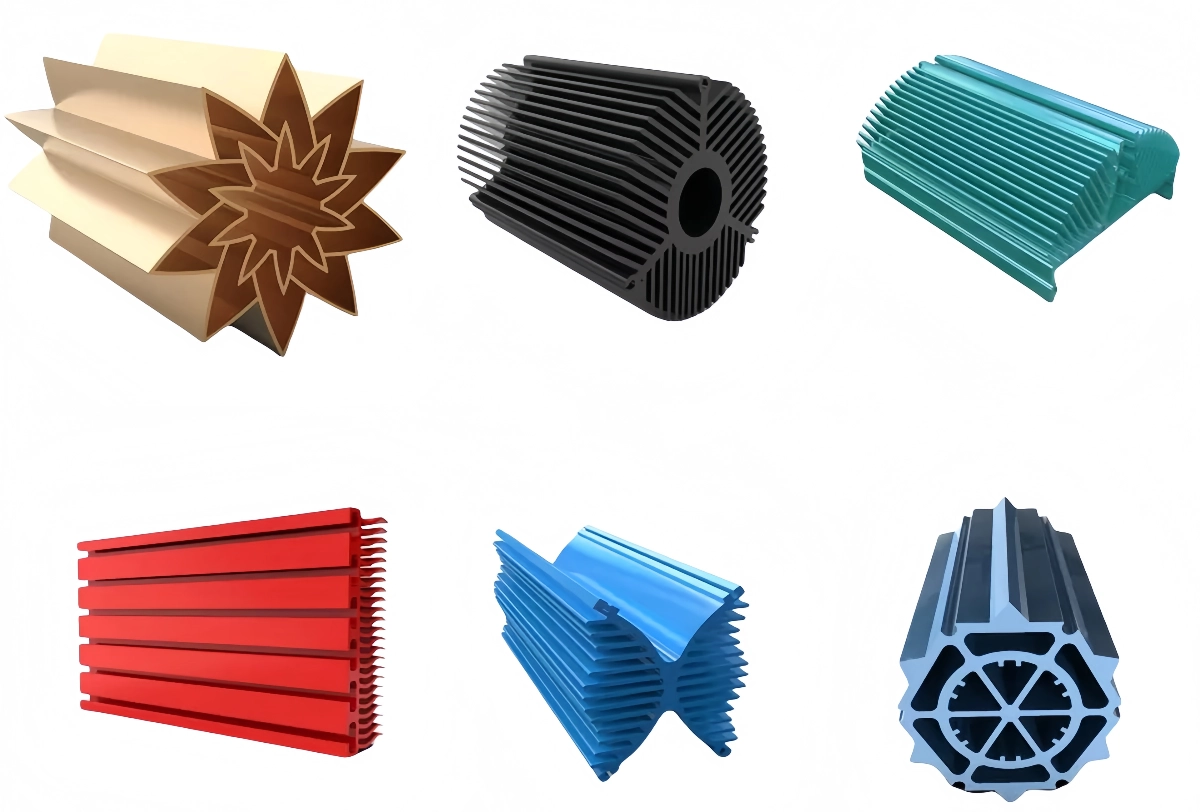
Flessibilità di progettazione (profili complessi):
Il processo di estrusione consente di creare forme a sezione trasversale molto intricate e complesse, che sarebbero difficili o costose da produrre mediante lavorazione o assemblaggio. I progettisti possono integrare più funzioni in un singolo profilo (ad esempio, canali per il cablaggio, scanalature per l'assemblaggio, alette per il dissipatore di calore, nervature strutturali). Questa capacità di creare profili personalizzati apre vaste possibilità di progettazione.
Costo-efficacia (utensili e volume):
Sebbene l'investimento iniziale in uno stampo per estrusione sia necessario, il costo è spesso significativamente inferiore a quello degli stampi per la pressofusione o lo stampaggio a iniezione.
Una volta realizzata la matrice, il processo di estrusione è altamente efficiente e in grado di raggiungere alti tassi di produzione, con un costo per pezzo ridotto per i volumi medio-alti. Questo rende parti in alluminio estruso molto economico e adatto alla progettazione.
Buona conducibilità termica ed elettrica:
L'alluminio è un eccellente conduttore di calore ed elettricità (anche se meno del rame). Questo rende parti in alluminio estruso ideale per applicazioni come dissipatori di calore, sbarre, quadri elettrici e componenti per l'illuminazione a LED.
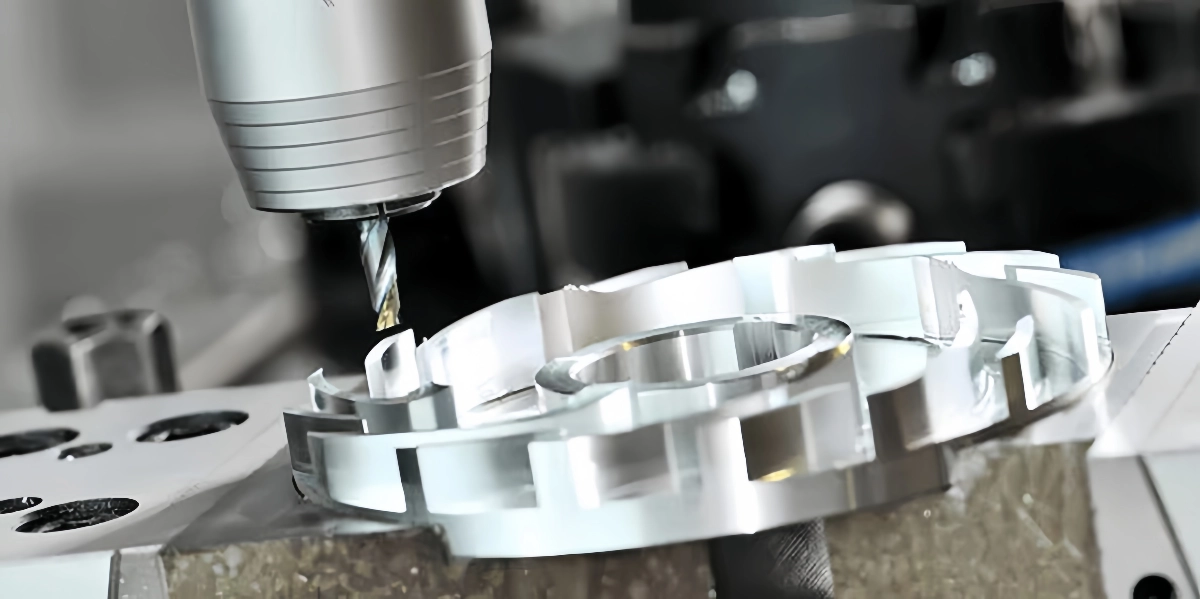
Facilità di fabbricazione e lavorazione:
L'alluminio è generalmente facile da tagliare, forare, maschiare, punzonare e lavorare. Ciò significa che l'alluminio è generalmente facile da tagliare, forare, maschiare, punzonare e lavorare. Questo significa che parti in alluminio estruso possono essere facilmente sottoposti a operazioni secondarie per aggiungere caratteristiche non possibili con la sola estrusione. Sono anche facilmente saldabili (utilizzando tecniche e leghe appropriate).
Estetica e opzioni di finitura:
Le estrusioni possono ottenere buone finiture superficiali direttamente dallo stampo. Sono inoltre altamente ricettivi a un'ampia gamma di finiture, tra cui anodizzazione (trasparente o colorata), verniciatura a polvere, verniciatura e finiture meccaniche (lucidatura, spazzolatura), che consentono di ottenere diversi aspetti estetici.
Riciclabilità:
L'alluminio è altamente riciclabile senza perdita di qualità e richiede solo una frazione dell'energia necessaria per produrre l'alluminio primario. Utilizzando parti in alluminio estruso contribuisce a progettare prodotti più sostenibili.
Questa tabella riassume i benefici principali:
Vantaggio
Descrizione
Vantaggi per l'utente
Rapporto forza-peso
Elevata resistenza in rapporto alla bassa densità.
Prodotti più leggeri, migliori prestazioni/efficienza
Resistenza alla corrosione
Strato di ossido protettivo naturale.
Durata, bassa manutenzione, adatto all'esterno
Flessibilità del design
Capacità di creare forme trasversali complesse e integrate.
Progetti ottimizzati, numero ridotto di pezzi, forme uniche
Costo-efficacia
Basso costo di attrezzaggio (rispetto alla fusione), basso costo unitario in volume.
Produzione economica per volumi/disegni adeguati
Conducibilità
Buon conduttore termico ed elettrico.
Adatto per dissipatori di calore, applicazioni elettriche
Facilità di fabbricazione
Facilmente tagliabile, lavorabile e saldabile (con una tecnica adeguata).
Semplice lavorazione secondaria e assemblaggio
Opzioni di finitura
Accetta prontamente anodizzazione, verniciatura, rivestimento a polvere, lucidatura ecc.
Maggiore protezione, ampia scelta estetica
Riciclabilità
Altamente riciclabile senza perdita di qualità.
Sostenibilità ambientale
Questi vantaggi combinati rendono parti in alluminio estruso un'opzione versatile e preziosa per ingegneri e progettisti di molti settori.
Cosa rende i componenti in alluminio estruso resistenti alla corrosione?
L'alluminio è noto per la sua lunga durata, anche all'esterno. Cosa dà parti in alluminio estruso la loro naturale capacità di resistere alla ruggine e alla corrosione che colpisce l'acciaio?
In base alla mia conoscenza dei materiali, i componenti in alluminio estruso resistono alla corrosione perché l'alluminio reagisce istantaneamente con l'ossigeno dell'aria formando uno strato sottilissimo, resistente, trasparente e non reattivo di ossido di alluminio (Al₂O₃) sulla superficie. Questo strato passivo sigilla il metallo da ulteriori attacchi.
L'eccellente resistenza alla corrosione di parti in alluminio estruso è uno dei loro vantaggi più significativi, che ne consente l'uso in ambienti difficili dove l'acciaio o altri metalli si degraderebbero rapidamente. Questa resistenza non è dovuta all'inerzia dell'alluminio, bensì a un fenomeno chiamato passivazione.
Lo strato protettivo di ossido (Al₂O₃)
Formazione istantanea: Non appena una superficie di alluminio fresco è esposta all'ossigeno (anche la piccola quantità presente nell'aria normale o nell'umidità), reagisce rapidamente per formare uno strato molto sottile, in genere di pochi nanometri, di ossido di alluminio (Al₂O₃, noto anche come allumina).
Proprietà dello strato di ossido: Questo strato di ossido formatosi naturalmente è:
Chimicamente stabile: L'ossido di alluminio è molto stabile e non reattivo in molti ambienti comuni. Non si decompone facilmente e non reagisce ulteriormente.
Aderente e resistente: Si lega fortemente al metallo di alluminio sottostante.
Impermeabili: Agisce come una barriera, impedendo a ossigeno, acqua e altri agenti corrosivi di raggiungere il metallo di alluminio reattivo sottostante.
Autoguarigione: Se la superficie viene graffiata, esponendo l'alluminio fresco, si forma quasi istantaneamente un nuovo strato di ossido protettivo che ripara la barriera finché è presente l'ossigeno.
Trasparenza: Lo strato che si forma naturalmente è così sottile da essere essenzialmente trasparente, il che significa che in genere non altera l'aspetto metallico della parte in alluminio, a meno che non cresca di spessore in condizioni o trattamenti specifici.
Come si confronta con la ruggine dell'acciaio
Questo processo di passivazione è fondamentalmente diverso dall'arrugginimento del ferro o dell'acciaio. Quando il ferro arrugginisce, forma ossidi di ferro (ruggine) che sono porosi, scagliosi e non aderiscono bene. La ruggine permette all'umidità e all'ossigeno di continuare a raggiungere il ferro sottostante, portando a una corrosione progressiva e spesso distruttiva. L'ossido di alluminio, invece, forma un sigillo protettivo stabile e non poroso.
Fattori che influenzano la resistenza alla corrosione dell'alluminio
Pur essendo generalmente eccellente, la resistenza alla corrosione di parti in alluminio estruso può essere influenzato da:
Composizione della lega: Alcuni elementi di lega possono influenzare leggermente la resistenza alla corrosione.
Alluminio puro (serie 1xxx): Resistenza massima.
Leghe Al-Mg (serie 5xxx): Eccellente resistenza, soprattutto in ambienti marini.
Leghe Al-Mg-Si (serie 6xxx, come 6063, 6061): Ottima resistenza generale alla corrosione.
Leghe Al-Cu (serie 2xxx) e leghe Al-Zn (serie 7xxx): Resistenza inferiore, che spesso richiede rivestimenti protettivi come il rivestimento o l'anodizzazione.
Ambiente: Pur essendo resistente alla corrosione atmosferica, l'alluminio può essere attaccato da alcune sostanze chimiche, in particolare da acidi e alcali forti (ambienti a pH elevato o basso). La corrosione galvanica può verificarsi anche se l'alluminio è a diretto contatto con un metallo più nobile (come il rame o l'acciaio inossidabile) in presenza di un elettrolita (come l'acqua salata). Sebbene sia resistente alla corrosione atmosferica, l'alluminio può essere attaccato da alcune sostanze chimiche, tra cui
Finitura superficiale: Trattamenti come l'anodizzazione migliorano notevolmente la resistenza alla corrosione creando uno strato di ossido molto più spesso e controllato. La verniciatura e il rivestimento a polvere forniscono uno strato barriera.
Migliorare la resistenza alla corrosione
Per applicazioni che richiedono una durata ancora maggiore:
Anodizzazione: Crea uno strato di ossido controllato e molto più spesso (micron), aumentando significativamente la resistenza alla corrosione e all'usura.
Verniciatura a polvere / Verniciatura: Fornisce un rivestimento barriera decorativo e protettivo.
Rivestimenti di conversione cromati/non cromati: I rivestimenti chimici sottili sono utilizzati per la protezione o come pretrattamento per la vernice/polvere.
Questa tabella riassume il meccanismo di corrosione:
Caratteristica
Passivazione dell'alluminio
Ruggine dell'acciaio
Prodotto di reazione
Ossido di alluminio (Al₂O₃)
Ossidi di ferro (Fe₂O₃-nH₂O, ecc.)
Proprietà del livello
Sottile, tenace, aderente, impermeabile, stabile
Poroso, sfaldato, non aderente, instabile
Livello di protezione
Alto (sigilla il metallo dall'ambiente)
Basso (Permette di continuare la corrosione)
Autoguarigione
Sì (Si riformano istantaneamente se graffiati in aria)
No (la ruggine continua a formarsi e a sfaldarsi)
Questa capacità intrinseca di formare uno strato di ossido stabile e autorigenerante è la ragione principale per cui Questa capacità intrinseca di formare uno strato di ossido stabile e autorigenerante è la ragione principale per cui Questa capacità intrinseca di formare uno strato di ossido stabile e autorigenerante è la ragione principale per cui parti in alluminio estruso offrono un'eccellente resistenza alla corrosione in molte applicazioni tipiche.
Conclusione
Parti in alluminio estruso, definiti dal loro profilo uniforme dalla formatura in stampo, offrono vantaggi come il rapporto resistenza/peso e la flessibilità di progettazione. La produzione prevede riscaldamento, estrusione, raffreddamento e taglio. La loro naturale resistenza alla corrosione deriva da uno strato di ossido protettivo e autorigenerante.