Address
304 North Cardinal
St. Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM
Address
304 North Cardinal
St. Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM
Struggling to find the perfect cooling solution for your electronics? I understand the challenge. Standard options don’t always cut it, and overheating can cause frustrating failures or reduced lifespan for valuable components – problems I’ve definitely encountered.
From my experience, heatsink extrusion profiles are specially shaped aluminum parts created through a precise manufacturing process called extrusion. I rely on them because they offer specific, engineered fin designs tailored for efficient heat dissipation. They often outperform generic solutions, especially in demanding applications or when fitting components into tight spaces.
So, what exactly defines these profiles? How does extrusion form these shapes? What specific benefits make them a potentially superior choice? And how do you select the right profile shape? Let’s dive into the details.
Finding off-the-shelf cooling parts that perform as needed can be tough, particularly with custom electronics or tight space limits. I’ve spent time sorting through catalogs, hoping for a match. Understanding and using extrusion profiles becomes invaluable here.
From my perspective, heatsink extrusion profiles are linear aluminum shapes, produced by pushing heated aluminum through a specifically shaped die. I often utilize them because they provide a precisely engineered fin structure optimized for cooling specific components efficiently. For custom designs, extrusion can be significantly more cost-effective than machining the entire shape from solid block, especially at volume.
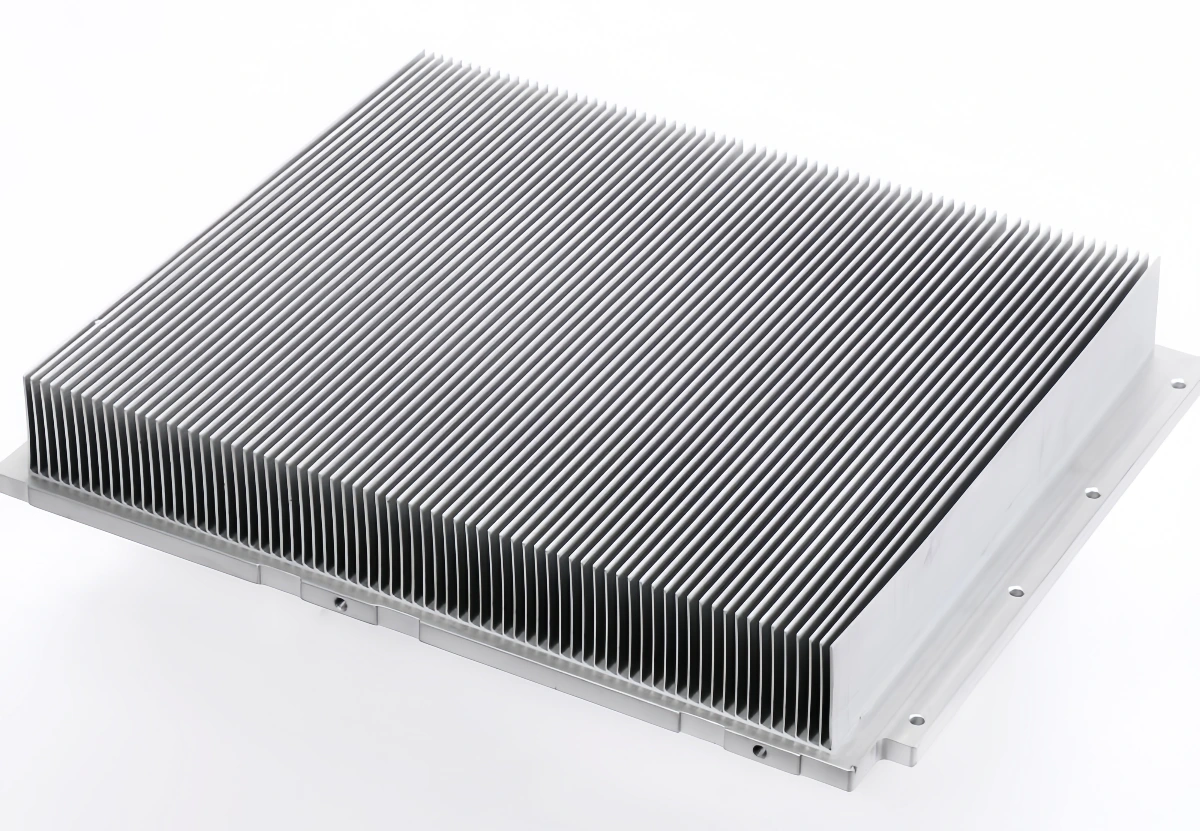
Heatsink extrusion profiles are lengths of aluminum shaped by forcing a softened billet through a hardened steel die. This creates a consistent cross-sectional shape along the entire length. These long pieces are then cut to the required size. The key feature is the profile’s shape, designed with fins to maximize surface area for dissipating heat from components like CPUs or LEDs. The base contacts the heat source, transferring heat to the fins, which then dissipate it to the surrounding air via convection and radiation.
Several features define a profile and influence its performance:
Alloys enhance strength and manufacturability over pure aluminum while maintaining good thermal properties.
| Alloy Designation | Key Characteristics | Typical Thermal Conductivity (W/m·K) | Notes |
| 6063 | Excellent extrudability, smooth finish | ~200-218 | Most common for heatsinks; great all-around balance. |
| 6061 | Good strength, machinability | ~167-180 | Stronger; used if heatsink has a structural role. |
| 1050A / 1100 | High purity, highest conductivity | ~220-230 | Softer; chosen when maximum thermal transfer is critical. |
The selection balances thermal needs, mechanical requirements, and budget. 6063-T5 is often the default due to its excellent properties and cost-effectiveness for complex profiles.
Understanding where extrusion fits is helpful:
Extrusion offers a sweet spot: good thermal performance, excellent 2D profile flexibility, and cost-effectiveness scaling well from moderate to high volumes.
Ever wondered how a solid block of aluminum becomes an intricate heatsink shape? It’s a precise manufacturing process. Understanding the basics helped me appreciate the possibilities and limitations.
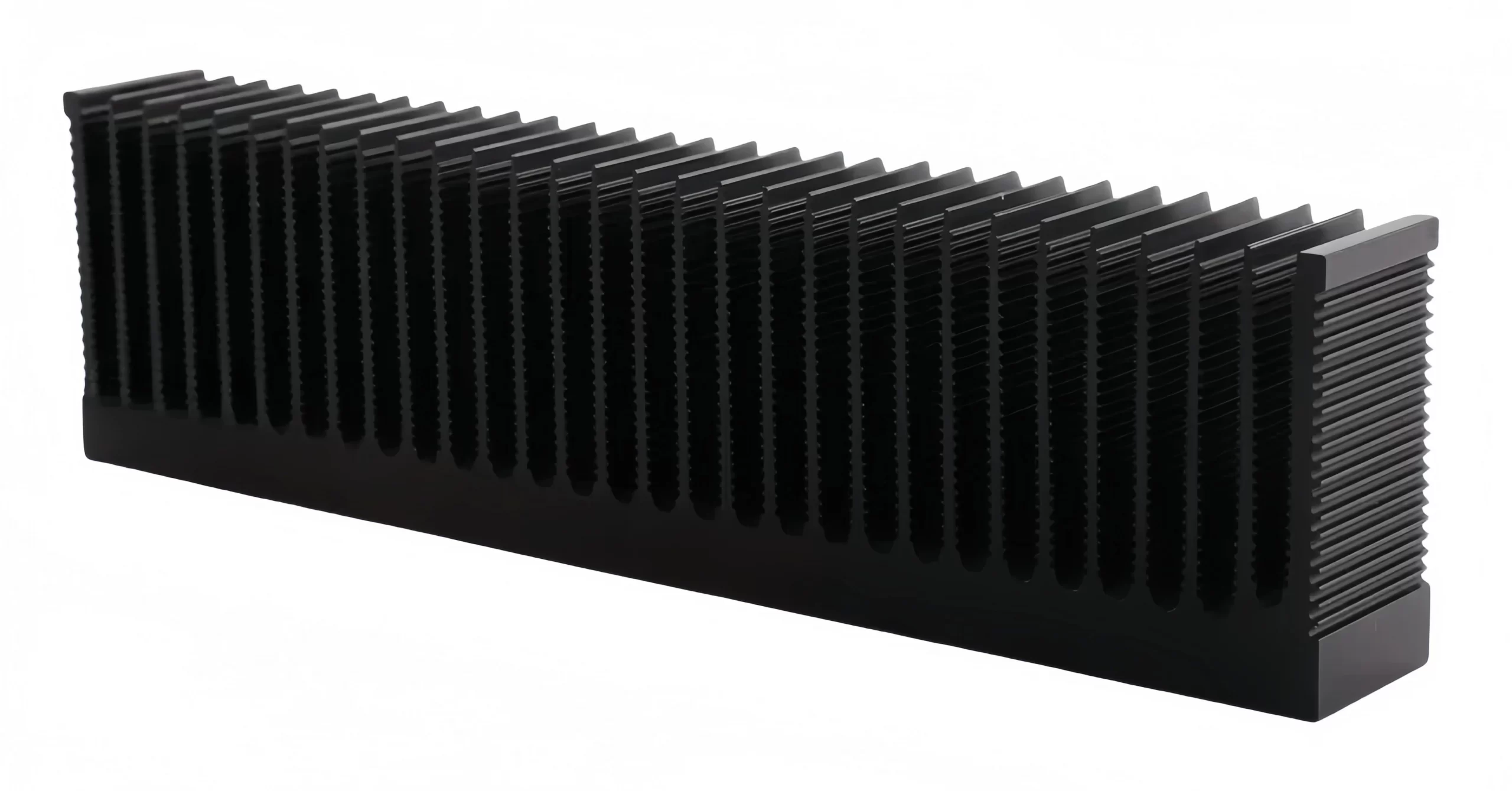
I’ve seen aluminum extrusion firsthand. A large aluminum billet, heated until malleable, is forced under immense pressure through a steel die shaped like the desired profile. It emerges as a long, continuous shape, which is then cooled, straightened, and cut.
The creation of most heatsink profiles relies on aluminum extrusion, an efficient technique for producing long objects with a fixed cross-section.
Designing dies for complex profiles requires expertise to ensure balanced metal flow and prevent defects. Dies wear and need regular maintenance to maintain quality.
Often, further steps are needed:
Here is a table summarizing the core extrusion steps:
| Step | Action | Purpose |
| 1. Die Prep | Manufacture/prepare shaped steel die | Defines the profile cross-section |
| 2. Billet Heating | Heat aluminum billet to ~450°C | Soften metal, achieve solution heat treat |
| 3. Press Loading | Place billet in press container, apply lubricant | Prepare for applying pressure |
| 4. Extrusion | Force billet through die with hydraulic ram | Form the desired continuous profile shape |
| 5. Cooling/Quench | Rapidly cool the emerging profile (air/water) | Set metallurgical properties (strength, hardness) |
| 6. Stretching | Pull profile straight under tension | Correct distortions, relieve internal stress |
| 7. Cutting | Saw profile into required final lengths | Create individual heatsink base pieces |
Understanding this process aids in specifying or sourcing extruded aluminum profiles effectively.
Why is extrusion the leading method for many heatsinks over alternatives? From my experience, the combination of advantages is compelling for thermal management components.
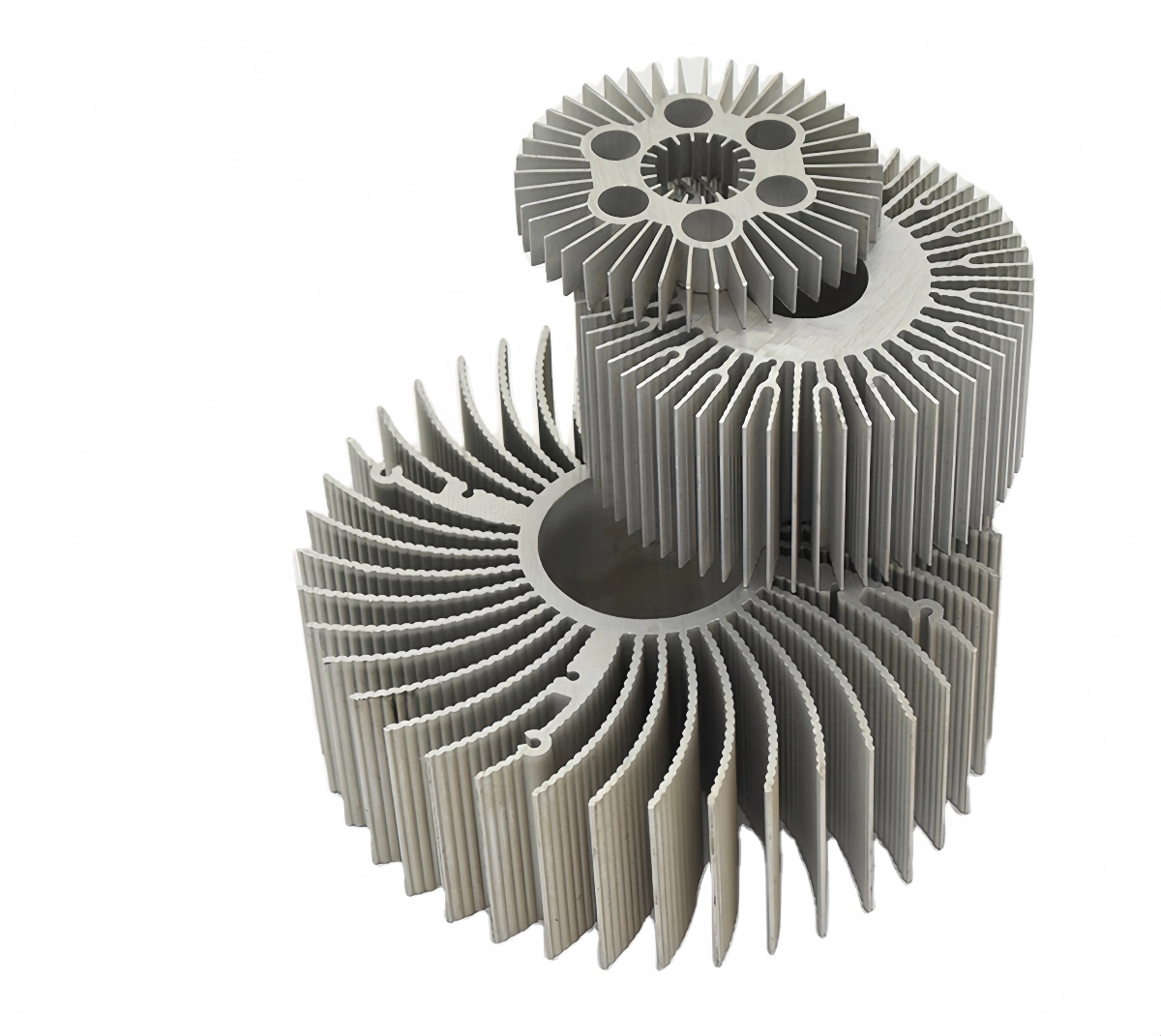
For me, the most significant benefits are the cost-effectiveness for creating complex custom cross-sections in volume, and the excellent, consistent thermal performance from wrought aluminum alloys. I also highly value the design flexibility for intricate fin geometries optimized for cooling within specific constraints.
Aluminum extrusion provides a powerful mix of advantages making it ideal for heatsinks across numerous industries.
| Feature | Extrusion | CNC Machining | Die Casting | Stamped Fin |
| Tooling Cost | Moderate | Low (none for one-offs) | High | Moderate-High |
| Part Cost (High Vol) | Low | High | Low-Moderate | Very Low |
| Design Complexity | High (2D Cross-section) | Very High (Full 3D) | High (Full 3D) | Low |
| Thermal Perf. | Good-Excellent | Excellent (Solid Material) | Moderate-Good | Moderate |
| Material Waste | Low | High | Low | Low |
| Best For | Custom profiles, Med-High Vol | Prototypes, Low Vol, Complex 3D | High Vol, Complex 3D shapes | Very High Vol, Low power |
These combined benefits make extruded aluminum profiles a versatile, high-performing, and often the most economical solution for many thermal management needs.
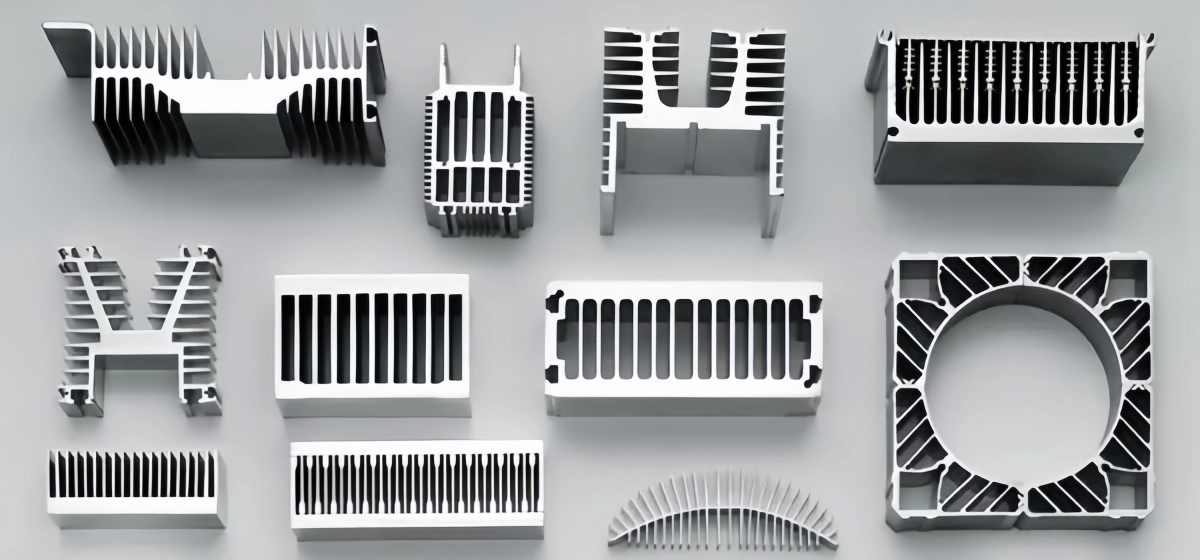
Okay, extrusion offers great benefits, but how do you choose the perfect profile shape from standard options or for a custom design? It’s a critical engineering decision. The wrong choice means poor cooling or an oversized, costly heatsink. I focus on several key factors.
When selecting a profile, I prioritize the required thermal performance – how much heat must be removed to keep the component safe. Then, I assess physical constraints: available space and airflow type (natural convection or forced air). Finally, component characteristics (size, heat flux) and mounting are crucial. Balancing fin density, height, base thickness, and overall geometry is essential.
Selecting the optimal heatsink profile requires a methodical approach, balancing interacting thermal, mechanical, and economic factors. An informed choice avoids common pitfalls.
Thermal simulation software (CFD) is often used, especially for custom designs, to predict performance before committing to tooling. For standard parts, carefully interpret manufacturer datasheets, noting airflow conditions. Systematically considering these factors leads to an effective and efficient cooling solution.
Heatsink extrusion profiles offer versatile and often cost-effective thermal management. Understanding the process, benefits, and key selection factors empowers you to choose or design the right cooling solution for your specific project needs, ensuring reliability and performance.