Vous en avez assez des angles vifs et potentiellement dangereux sur les pièces en aluminium ? Les arêtes carrées standard peuvent avoir un aspect sévère et présenter des risques. Je comprends le besoin de solutions plus douces, plus sûres et plus raffinées.
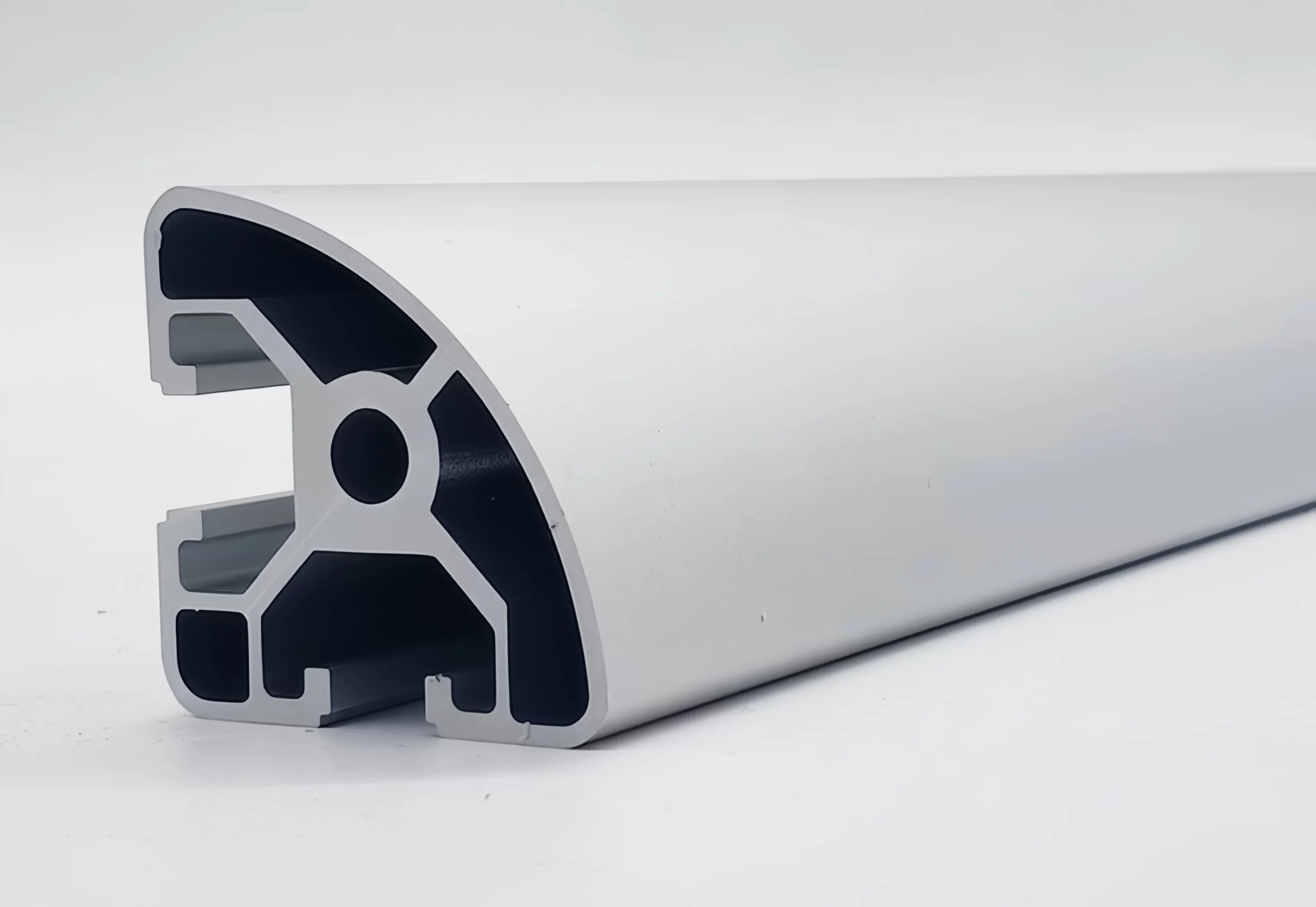
D'après mon expérience de fabrication chez ALUT, l'extrusion de coins arrondis en aluminium fournit cette solution raffinée. Je le définis comme un profilé d'aluminium spécifiquement conçu et extrudé avec des angles externes intentionnellement arrondis, remplaçant les angles aigus de 90 degrés par une transition plus douce et incurvée.
Ces coins arrondis offrent plus qu'une apparence plus douce ; ils apportent des avantages pratiques à la conception, à la fabrication et à la sécurité. Voyons ce qui définit ces profils, pourquoi ils sont avantageux, comment ils sont fabriqués et quels sont les types disponibles.
Qu'est-ce qui définit l'extrusion d'un rayon de courbure en aluminium ?
L'expression "rayon de courbure" est-elle une simple description ou implique-t-elle des caractéristiques de conception spécifiques ? L'utilisation d'une terminologie erronée peut conduire à des pièces incorrectes. Permettez-moi de clarifier ce qui distingue ce type de profil.
Dans mon rôle de superviseur de la production chez ALUT, l'extrusion de coins arrondis en aluminium se définit par la présence d'une courbe ou d'un arc spécifique et contrôlé remplaçant un coin externe aigu sur la section transversale du profilé. Nous obtenons ce bord arrondi directement grâce à la conception de la filière d'extrusion, ce qui garantit la cohérence.
La caractéristique déterminante d'un profilé d'angle arrondi en aluminium est simple mais importante : un ou plusieurs angles extérieurs de la section transversale du profilé sont intentionnellement conçus et fabriqués avec une courbe (un arc d'un rayon spécifique) au lieu de se rencontrer à un angle aigu et pointu (généralement 90 degrés). Il ne s'agit pas d'un angle arrondi après extrusion par usinage ; le rayon fait partie intégrante de la forme extrudée elle-même.
Principaux éléments de définition
Le rayon : Il s'agit du rayon du cercle dont l'arc forme le coin arrondi. Un rayon plus grand donne une courbe plus prononcée, tandis qu'un rayon plus petit crée un bord légèrement adouci. La valeur spécifique du rayon (par exemple, 1 mm, 3 mm, 6 mm) est un paramètre de conception essentiel.
Angles externes : Bien que les angles internes puissent également présenter des rayons (filets), le terme "extrusion d'angle à rayon" met généralement l'accent sur l'arrondi des angles externes - ceux qui sont tournés vers l'extérieur du profilé.
Caractéristique intégrale : Le rayon est formé pendant le processus d'extrusion par la forme de l'ouverture de la filière. Il ne s'agit pas d'une opération secondaire comme le meulage ou le limage. Cela garantit la cohérence sur toute la longueur de l'extrusion.
Contraster avec les angles vifs : L'opposé direct est un profil d'angle aigu ou carré, où les bords extérieurs se rejoignent en un point avec un rayon théoriquement nul (bien qu'en pratique, il puisse y avoir une petite rupture en raison des propriétés du matériau).
Clarification de la terminologie
Vous pouvez entendre des termes apparentés :
Rayon de courbure : Souvent utilisé de manière interchangeable avec le rayon de courbure.
Coin arrondi : Une façon moins technique mais courante de le décrire.
Filet : Ce terme désigne techniquement un coin interne arrondialors qu'un rayon s'applique à un coin externe. Cependant, ces termes sont parfois utilisés de manière approximative. Un profilé d'angle à rayon en aluminium concerne spécifiquement les angles extérieurs.
Différence visuelle
Imaginez un tube carré standard par rapport à un tube conçu comme un profilé d'aluminium à angle arrondi.
Fonctionnalité
Tube carré à angles vifs
Tube carré à angle radial
Coins
Se rencontrent à des points aigus de 90°.
Les angles extérieurs sont des arcs de cercle arrondis
Apparence
Angular, défini
Un aspect plus doux et plus lisse
Sensation tactile
Bords tranchants
Bords arrondis et confortables
Focus sur la conception
Maximiser l'espace intérieur
Sécurité, esthétique, facilité de manipulation
Essentiellement, spécifier un profilé d'aluminium à coins arrondis signifie que vous choisissez intentionnellement un profilé où les angles extérieurs aigus sont remplacés par des courbes douces d'un rayon défini, créées directement au cours de la fabrication.
Pourquoi choisir l'extrusion de coins arrondis en aluminium ?
Vous vous demandez si les coins arrondis ne sont pas simplement un choix esthétique ? Bien qu'ils améliorent l'esthétique, les coins arrondis en aluminium offrent des avantages pratiques que vous pourriez négliger. J'ai vu ces avantages résoudre des problèmes concrets de conception et de sécurité pour des clients.
De mon point de vue, qui consiste à aider les clients à optimiser leurs conceptions chez ALUT, les avantages de l'extrusion de coins arrondis en aluminium sont significatifs. J'accorde la priorité à l'amélioration de la sécurité par l'élimination des arêtes vives, à l'amélioration de l'esthétique pour un aspect plus doux, à l'amélioration potentielle du flux de matériau pendant l'extrusion, ce qui peut faciliter la fabrication, et souvent à l'amélioration de la durabilité avec moins de risque d'écaillage des arêtes.
Le fait d'opter pour un profilé d'aluminium à coins arrondis plutôt que pour un profilé à angles vifs présente plusieurs avantages tangibles qui peuvent avoir un impact sur la sécurité, l'apparence, la fabrication et même la longévité de la pièce et de ses composants.
Sécurité renforcée
Réduction du risque de blessure : Les coins métalliques tranchants peuvent facilement provoquer des coupures, des éraflures ou des accrochages dans les vêtements, en particulier dans les zones très fréquentées, sur les meubles ou sur les composants fréquemment manipulés. Les coins arrondis réduisent considérablement ce risque, rendant les produits plus sûrs pour les utilisateurs finaux et le personnel d'assemblage. Il s'agit d'une considération essentielle dans les espaces publics, les produits pour enfants et les environnements industriels.
Protection du câble : Si des fils ou des câbles doivent passer le long ou au-dessus de l'extrusion, un coin arrondi est moins susceptible de frotter ou d'endommager l'isolation du câble qu'une arête vive.
Amélioration de l'esthétique
Aspect plus doux : Les angles arrondis donnent un aspect visuellement plus doux, plus moderne et souvent plus haut de gamme par rapport à la dureté des angles aigus. Cette caractéristique est souvent souhaitée dans les garnitures architecturales, la conception de meubles, les boîtiers d'appareils électroniques grand public et les systèmes d'affichage.
Transitions en douceur : Ils créent des transitions visuelles plus douces entre les surfaces ou les composants.
Avantages en termes de fabrication et de durabilité
Meilleur écoulement du métal : Au cours du processus d'extrusion, l'aluminium s'écoule plus facilement autour d'un rayon dans la filière que lorsqu'il est forcé dans un angle aigu. Cela peut potentiellement conduire à un remplissage plus cohérent du matériau, à une réduction des contraintes de la filière et à une durée de vie potentiellement plus longue de la filière, en particulier pour les profils complexes.
Réduction du stress Concentration : Les angles vifs sont des points de concentration des contraintes. Bien que cela soit peut-être moins important pour l'aluminium que pour les matériaux fragiles, l'arrondissement des angles peut aider à répartir les contraintes de manière plus uniforme, ce qui peut améliorer la résistance à la fatigue dans certaines applications dynamiques.
Amélioration de l'adhérence de la finition : Les finitions d'anodisation et de revêtement en poudre peuvent parfois s'accumuler en épaisseur ou se détacher légèrement au niveau des angles extérieurs aigus ("accumulation sur les bords"). Un coin arrondi permet souvent une application plus uniforme et plus durable du revêtement tout autour du bord.
Moins sujet aux dommages : Les angles vifs sont plus susceptibles d'être ébréchés, bosselés ou légèrement endommagés lors de la manipulation, de l'expédition et de l'installation que les angles arrondis plus robustes. Cela permet d'améliorer la qualité de livraison de l'extrusion de coins arrondis en aluminium.
Une manipulation plus facile
Les profilés aux angles arrondis sont tout simplement plus confortables et plus ergonomiques à manipuler lors des processus de montage et d'installation.
Voici un résumé des avantages :
Catégorie de prestations
Avantage spécifique
Impact
Sécurité
Élimination des arêtes vives
Réduction des risques de coupures, d'éraflures et d'accrochages
Esthétique
Aspect plus doux et moderne
Amélioration de l'attrait visuel, aspect haut de gamme
Fabrication
Flux de métal potentiellement plus régulier dans la matrice
Peut favoriser la cohérence et potentiellement améliorer la durée de vie des matrices
Durabilité
Réduction de la concentration des contraintes, meilleure finition
Moins de risques d'écaillage/d'endommagement des bords, revêtement uniforme
Manipulation
Plus confortable à saisir et à manœuvrer
Amélioration de l'ergonomie lors de l'assemblage
Bien que le choix dépende de l'application spécifique, les avantages combinés en matière de sécurité, d'esthétique et de fabrication potentielle font de l'extrusion de coins arrondis en aluminium une option convaincante pour de nombreuses conceptions.
Comment sont fabriqués les profilés d'aluminium à rayon de courbure ?
Vous vous demandez comment se forme la forme arrondie distinctive d'un profilé d'angle arrondi en aluminium ? Cette forme n'est pas ajoutée ultérieurement, elle fait partie intégrante du processus d'extrusion lui-même. Permettez-moi de vous expliquer l'étape clé de la fabrication.
Sur la base de nos processus de fabrication de filières et d'extrusion à ALUT, l'extrusion de coins arrondis en aluminium est fabriquée en usinant précisément la courbe souhaitée (le rayon) directement dans l'ouverture de la filière d'extrusion en acier. Lorsque l'aluminium chauffé est forcé à travers cette ouverture, il prend naturellement la forme du profil, y compris les coins arrondis intégrés.
Le processus de fabrication d'une extrusion d'angle arrondi en aluminium suit les mêmes étapes fondamentales que l'extrusion d'aluminium standard, mais avec une attention particulière portée à la conception de la filière et à l'étape de fabrication afin de créer la caractéristique arrondie de manière précise et cohérente.
Le rôle crucial de la filière d'extrusion
La matrice est au cœur du processus :
Conception de la matrice : Lors de la conception de la filière d'extrusion d'un coin à rayon en aluminium, les ingénieurs utilisent un logiciel de CAO pour définir la section transversale du profilé. Au lieu de dessiner des intersections nettes pour les angles externes, ils incorporent des arcs du rayon spécifié (par exemple, R3mm, R6mm).
Usinage de matrices : La matrice, généralement fabriquée en acier à outils H13 durable, est fabriquée à l'aide de techniques de haute précision telles que l'usinage CNC et l'usinage par décharge électrique (EDM). Ces procédés permettent de découper avec précision la forme du profil, y compris les courbes de rayon précises, dans le bloc d'acier. La douceur et la précision du rayon à l'intérieur de la matrice sont essentielles pour la qualité du profil final.
Considérations sur le flux de métal : Les ingénieurs doivent tenir compte de la manière dont l'alliage d'aluminium s'écoulera dans la filière, en particulier autour des courbes. Les surfaces d'appui à l'intérieur de la filière (les surfaces parallèles au sens d'extrusion qui contrôlent la vitesse d'écoulement) peuvent nécessiter des ajustements spécifiques près des rayons pour s'assurer que le métal s'écoule uniformément et remplit complètement le coin sans défauts ou sans causer de vitesses inégales ailleurs dans le profil.
Les étapes du processus d'extrusion
Une fois que la filière de précision est prête, le processus général d'extrusion se déroule, avec un contrôle minutieux :
Billet Préparation : Sélection de l'alliage d'aluminium approprié et chauffage de la billette à la bonne température de malléabilité.
Chauffage des matrices : Chauffage de la filière rayon-coin pour qu'elle corresponde à la température du billet.
Extrusion : Chargement de la billette dans la presse et application d'une pression élevée à l'aide d'un vérin, forçant l'aluminium à travers l'ouverture de la matrice à coins arrondis. L'aluminium ressort avec la section transversale définie, y compris les coins arrondis intégrés. Le maintien d'une vitesse et d'une pression constantes est important pour la stabilité dimensionnelle.
Refroidissement (trempe) : Refroidissement contrôlé du profilé à la sortie de la filière pour obtenir les propriétés métallurgiques souhaitées sans introduire de distorsion. Il est important que le refroidissement soit uniforme sur l'ensemble du profilé, y compris dans les coins arrondis.
Étirements : Redressement de l'extrusion refroidie et réduction des tensions internes. Il faut veiller à ne pas déformer les coins du rayon lors de la prise et de l'étirement.
Découpage : Découper le profilé long dans les longueurs requises.
Vieillissement (le cas échéant) : Traitement thermique des alliages pouvant être traités thermiquement afin d'obtenir la température et la résistance finales.
Contrôle de la qualité
Pour profilés d'angle en aluminiumLes contrôles de qualité comprennent notamment la vérification des éléments suivants
La précision et la cohérence de la dimension du rayon sur la longueur du profil.
La douceur de la courbe (absence de facettes ou de lignes de matrices).
Tolérances dimensionnelles et géométriques globales du profil.
Voici un résumé de l'accent mis sur l'industrie manufacturière :
Étape du processus
Action clé pour l'extrusion de coins arrondis
Objectif
Conception des matrices
Incorporer un arc de rayon spécifié dans la conception CAO
Définir mathématiquement la forme du coin arrondi
Fabrication de matrices
Usinage de précision de la courbe du rayon dans l'ouverture de la matrice en acier
Créer physiquement l'outil qui forme le rayon
Extrusion
Forcer l'aluminium chauffé à travers la filière rayon-coin
Façonner l'aluminium pour inclure le rayon intégral
CQ / Inspection
Mesure de la cohérence des rayons, de la douceur, des dimensions globales du profil
Veiller à ce que le produit final réponde exactement aux spécifications
La forme arrondie d'un profilé d'angle arrondi en aluminium est essentiellement due à la précision de la filière d'extrusion elle-même.
Quels sont les types d'extrusion de coins arrondis en aluminium disponibles ?
Vous pensez que tous les angles arrondis sont identiques ? Bien que le concept soit simple, les types spécifiques d'extrusion de coins arrondis en aluminium disponibles varient considérablement en termes de forme, de taille et d'application. Permettez-moi de classer les options les plus courantes que vous pourriez rencontrer.
Parmi la variété de profils standard et personnalisés que nous produisons chez ALUT, les types disponibles d'extrusion d'angle à rayon en aluminium diffèrent principalement par la forme de base du profil (par exemple, carrée, rectangulaire, angulaire), le nombre d'angles arrondis, la taille du rayon lui-même, et si les rayons sont égaux sur tous les angles.
Bien que les conceptions personnalisées offrent des possibilités infinies, les profilés d'extrusion d'angles arrondis en aluminium disponibles dans le commerce se répartissent généralement en plusieurs catégories communes basées sur leur géométrie et l'utilisation prévue. Comprendre ces types permet de sélectionner le profilé approprié à vos besoins spécifiques.
Catégorisation selon la forme du profil de la base
L'arrondi peut être appliqué à diverses formes de profilés standard :
Tube carré à angle radial : Tube carré dont les quatre coins extérieurs sont arrondis avec le même rayon. Courant pour les cadres de meubles, les éléments structurels, les systèmes d'affichage.
Tube rectangulaire à angle radial : Semblable au tube carré, mais avec une section rectangulaire. Les quatre coins extérieurs sont généralement arrondis. Utilisé dans les encadrements, les boîtiers, les garnitures architecturales.
Angle du coin radial (forme en L) : Profilé d'angle dont l'unique angle extérieur à 90 degrés est arrondi. Utilisé pour la protection des bords, les garnitures, les encadrements où un angle extérieur plus doux est souhaité.
Profilé d'angle radial (en forme de U ou de C) : Canaux dont les deux angles extérieurs formant la base du "U" ou du "C" sont arrondis. Utilisés pour les rails, les cadres et les bordures.
Catégorisation par application du rayon
Rayons égaux : Tous les angles extérieurs arrondis du profilé ont la même dimension de rayon (par exemple, les quatre angles d'un tube carré ont un rayon de R3mm). Il s'agit de la configuration la plus courante.
Rayons inégaux : Un profilé peut être conçu avec des valeurs de rayon différentes selon les angles pour répondre à des exigences esthétiques ou fonctionnelles spécifiques. Il s'agit généralement d'une caractéristique de conception personnalisée.
Coin à rayon unique : Seul un angle extérieur spécifique est arrondi, tandis que les autres peuvent rester tranchants (comme dans l'exemple du profil d'angle).
Profils entièrement arrondis : Certains profils, comme les tubes ovales ou les formes demi-rondes, présentent par nature des courbes continues plutôt que des coins à rayons distincts, mais ils sont apparentés pour ce qui est de fournir des bords lisses.
Catégorisation par taille de rayon
La dimension réelle du rayon est un élément clé de différenciation :
Petit rayon : Généralement R1mm à R3mm (environ R1/16″ à R1/8″). Permet une légère rupture de bord pour la sécurité et une meilleure adhérence de la finition sans modifier radicalement l'aspect angulaire général.
Rayon moyen : Généralement R3mm à R6mm (environ R1/8″ à R1/4″). Offre une courbe plus visible, améliorant l'esthétique douce et les avantages en matière de sécurité.
Grand rayon : R6 mm et plus (environ R1/4″+). Crée un aspect arrondi significatif, souvent utilisé pour des raisons stylistiques ou pour des éléments structurels plus grands. Le rayon pratique maximal est limité par l'épaisseur de la paroi du profilé et les dimensions d'ensemble.
Sur mesure ou standard
Profils standard : De nombreuses formes courantes (carrés, rectangles, angles) avec des rayons d'angle standard (par exemple, R3mm ou R6mm) sont disponibles en tant qu'articles de stock standard auprès de grands fournisseurs ou distributeurs.
Profils personnalisés : Pour des valeurs de rayon spécifiques, des rayons inégaux, des formes de base complexes avec des coins arrondis ou des exigences fonctionnelles uniques, une filière d'extrusion de coins arrondis en aluminium sur mesure doit être créée. Cela permet une liberté de conception totale.
Voici un tableau illustrant quelques types :
Type Description
Forme de la base
Coins arrondis
Exemple de taille de rayon
Exemples d'utilisations typiques
Tube à rayon égal Sq. Tube
Carré
Les 4 externes
R3mm
Cadres de meubles, présentoirs, protection des machines
Rayon égal Rect. Tube
Rectangle
Les 4 externes
R6mm
Garnitures architecturales, clôtures, cadres
Rayon Angle de l'angle
Angle (L)
1 externe
R3mm
Protection des bords, garnitures d'angle, supports
Profilé d'angle radial
Canal (U)
2 externes
R6mm
Rails, cadres, éléments décoratifs
Profil personnalisé avec rayons
Sur mesure
Variable
Sur mesure
Composants de produits spécifiques, conceptions uniques
Lors de la sélection ou de la spécification d'un profilé d'angle arrondi en aluminium, il convient de définir clairement la forme du profilé de base, les angles à arrondir et les dimensions exactes du rayon requis.
Conclusion
L'extrusion de coins arrondis en aluminium offre des avantages en termes de sécurité et d'esthétique grâce aux bords arrondis formés pendant la fabrication. Comprendre les types, les avantages et le processus centré sur la filière permet de sélectionner le profilé adéquat pour des conceptions raffinées.