Address
304 North Cardinal
St. Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM
Address
304 North Cardinal
St. Dorchester Center, MA 02124
Work Hours
Monday to Friday: 7AM - 7PM
Weekend: 10AM - 5PM

Executive Summary:
In the pursuit of lightweighting and structural optimization, the demand for complex curved aluminum profiles has surged across the automotive, aerospace, and high-speed rail industries. While traditional aluminum profile stretch bending (a secondary cold-forming process) has been the industry standard, it faces challenges such as springback, cross-sectional distortion, and high production costs. This article explores the technical frontier: Integrated Extrusion-Bending (IEB) technology. We analyze the transition from traditional stretch bending to one-step forming, detailing the mechanisms of external guiding devices and differential material flow, and providing a roadmap for the future of precision aluminum fabrication.
Aluminum alloy profiles are the backbone of modern industrial design due to their high strength-to-weight ratio, excellent corrosion resistance, and recyclability. Traditionally, straight profiles dominated the market. However, as industries like Electric Vehicles (EVs) and aerospace move toward “Integrated Bio-structures” and “Aerodynamic Efficiency,” the need for curved profiles has become critical.
Compared to straight sections, curved aluminum profiles offer:
Despite these benefits, achieving high-precision curvature without compromising material integrity remains a significant engineering challenge. This brings us to the evolution of aluminum profile stretch bending.
Traditionally, manufacturing a curved profile is a two-step process:
While mature, these traditional methods suffer from several “pain points”:
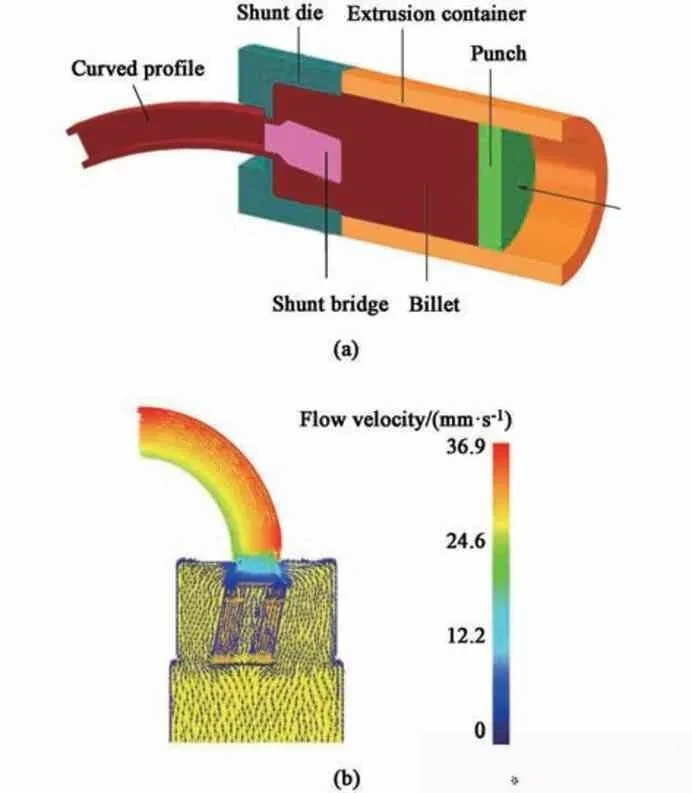
To solve these issues, researchers and manufacturers are turning to Integrated Extrusion-Bending (IEB). This “One-Step” process shapes the profile while it is still hot and exiting the extrusion die. Because the material is at an elevated temperature, its yield strength is lower, and its ductility is higher, virtually eliminating traditional stretch bending defects.
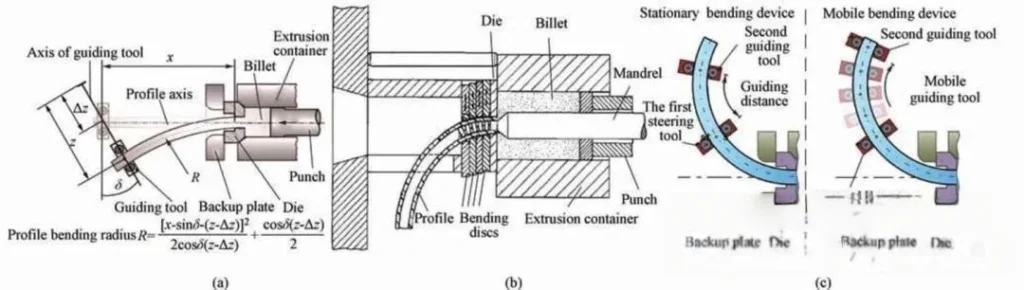
The first major branch of integrated technology involves installing a specialized guiding or bending unit at the exit of the extrusion die.
For heat-treatable alloys (like the 6xxx and 7xxx series), maintaining mechanical properties is vital. Modern IEB setups incorporate Online Quenching Units. By using water mist or forced air between the guide tools, the profile is “frozen” into its curved shape while undergoing the T4 or T6 heat treatment cycle. This synchronization ensures that the “stretch bending” effect happens under optimal thermal conditions, resulting in a 50% to 75% reduction in springback compared to cold stretch bending.
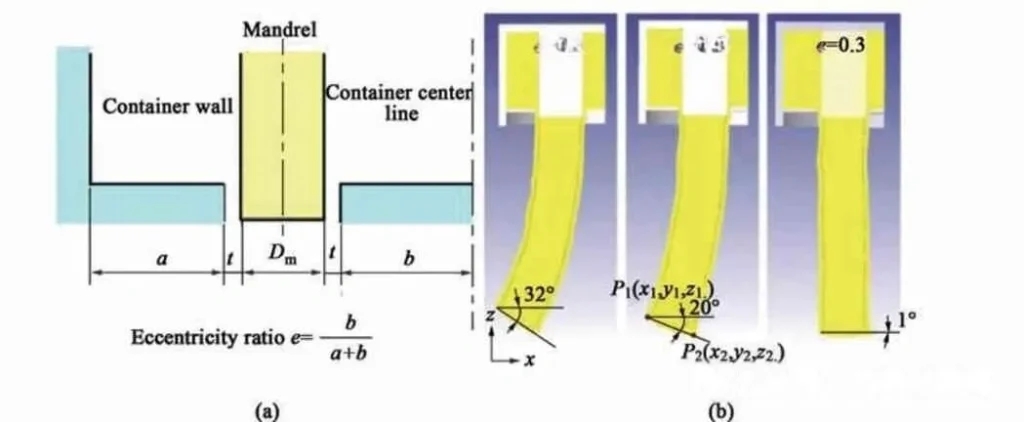
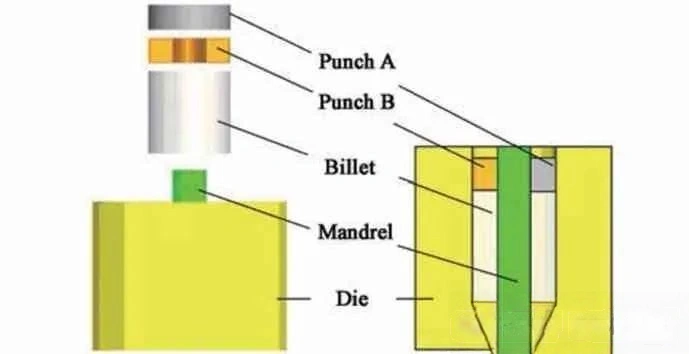
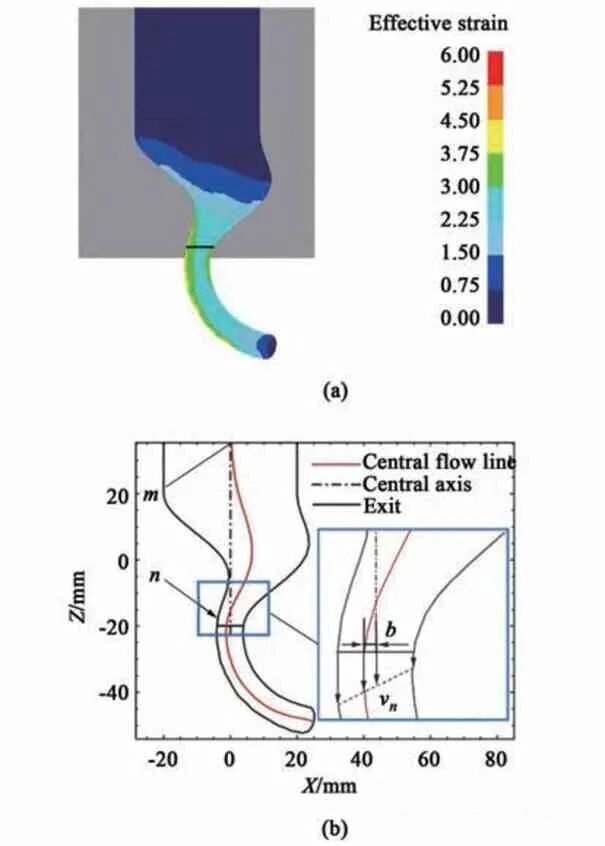
The second branch of IEB—and perhaps the most innovative—does not use external force. Instead, it manipulates the internal physics of the extrusion process to make the profile “naturally” curve as it exits the die. This is known as Differential Material Flow.
By altering the design of the extrusion die, engineers can create a velocity gradient across the profile cross-section. If the material on the “left” side of the die flows faster than the “right” side, the profile will naturally curve toward the right.
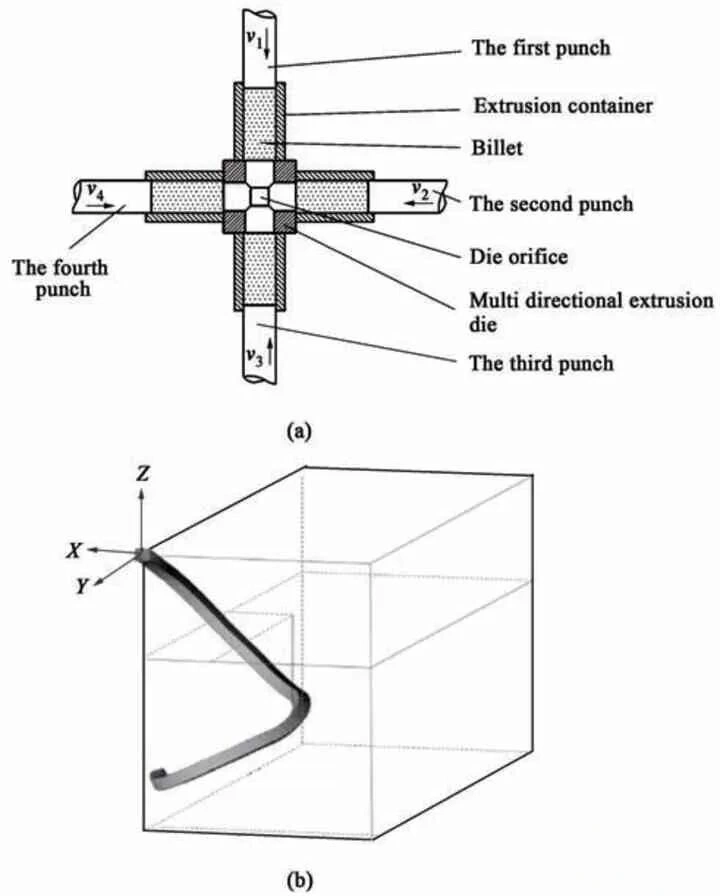
This is the “high-tech” pinnacle of integrated forming. Instead of one main piston (ram), the machine uses multiple rams. By controlling the speed of each ram independently, the operator can adjust the profile’s curvature in real-time.
For SEO purposes and technical clarity, it is essential to highlight the specific advantages of IEB for industrial procurement and engineering:
Despite its potential, IEB is not yet a “plug-and-play” solution. Several hurdles remain:
As we look toward 2025 and beyond, the following areas will define the industry:
The “trial and error” method of die design is being replaced by Finite Element Analysis (FEA) and Digital Twins. Engineers can now simulate the differential flow and predict the exact curvature before a single piece of steel is cut for the die.
Future IEB lines will feature laser scanning at the exit point. If the curvature deviates by even 0.1mm, the system will automatically adjust the ram speeds or guide positions in real-time to correct the error.
We are seeing the emergence of Composite Bending, where aluminum is co-extruded with other materials (like magnesium or reinforced liners) and bent simultaneously. This creates ultra-high-strength components for the next generation of aerospace frames.
For standard, high-volume production of simple curves, traditional aluminum profile stretch bending remains a cost-effective choice. However, for the “Tier 1” automotive and aerospace sectors—where weight, precision, and structural integrity are non-negotiable—Integrated Extrusion-Bending represents the future.
By understanding the mechanics of material flow and the benefits of hot-state forming, manufacturers can unlock new possibilities in industrial design, pushing the boundaries of what is possible with aluminum alloys.