Adresse
304 Nord Kardinal
St. Dorchester Center, MA 02124
Arbeitszeiten
Montag bis Freitag: 7AM - 7PM
Am Wochenende: 10AM - 5PM
Adresse
304 Nord Kardinal
St. Dorchester Center, MA 02124
Arbeitszeiten
Montag bis Freitag: 7AM - 7PM
Am Wochenende: 10AM - 5PM

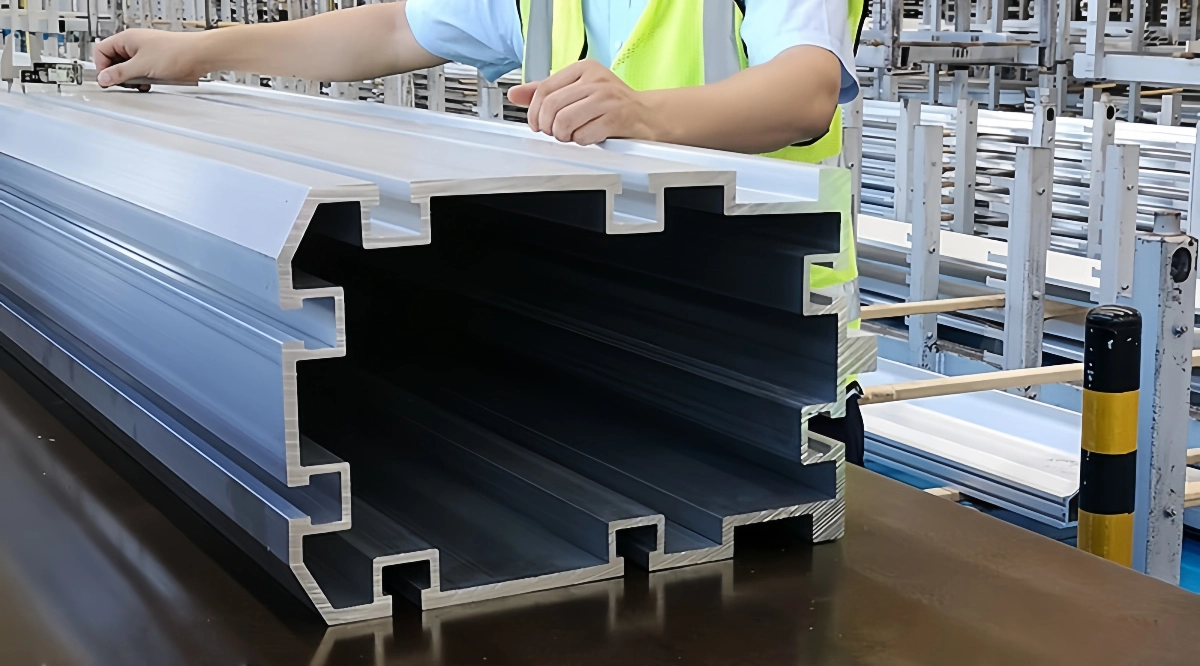
Strangpressen von Aluminium ist ein vielseitiges Herstellungsverfahren, mit dem sich komplexe Querschnittsprofile herstellen lassen. Bei diesem Verfahren wird ein massiver Aluminiumblock erhitzt und mit hohem Druck durch eine Form gepresst. Dadurch wird das Aluminium so umgeformt, dass es durch die Öffnung der Matrize fließt und das gewünschte Profil bildet. Die so entstandene Form wird dann sorgfältig abgekühlt, auf ihre Geradheit hin gedehnt und auf Länge geschnitten. Diese effiziente Methode eignet sich ideal für die Herstellung kundenspezifischer Aluminiumformen für verschiedene Anwendungen, da sie eine große Designflexibilität bietet und den Materialeinsatz für kostengünstige Teile optimiert.
Haben Sie Schwierigkeiten, komplexe Metallprofile effizient zu fertigen? Verzehren die hohen Herstellungskosten für komplizierte Formen Ihr Budget? Ich habe gesehen, wie dies die Gestaltungsmöglichkeiten vieler Unternehmen einschränkt.
Aus meiner Sicht bei ALUT ist das vielseitige Aluminiumstrangpressen die ultimative Neuerung, weil es uns ermöglicht, unglaublich komplexe Querschnitte kostengünstig zu erstellen. Ich erlebe immer wieder, wie dieses Verfahren innovative Designs ermöglicht und gleichzeitig den Materialeinsatz für die Projekte meiner Kunden optimiert.
Aber was macht dieses Verfahren so effektiv, und wie wird aus einem einfachen Aluminiumblock ein detailliertes Profil? Lassen Sie uns die Grundlagen dieser leistungsstarken Fertigungstechnik erkunden.
Sie haben den Begriff "Aluminium-Strangpressen" gehört, sind sich aber nicht sicher, was er für die Herstellung Ihrer Teile wirklich bedeutet? Machen Sie sich Gedanken darüber, ob es das Richtige für Ihre Bedürfnisse ist? Ich verstehe das; lassen Sie uns dieses grundlegende Verfahren klar definieren.
Einfach ausgedrückt, erkläre ich das Aluminium-Strangpressverfahren als das Formen von Aluminiummaterial durch eine speziell entworfene Öffnung in einer Matrize. Stellen Sie sich das so vor, als würden Sie Zahnpasta aus einer Tube pressen - die Form der Öffnung bestimmt die Form des stranggepressten Aluminiumprofils.

Die Aluminium-Extrusion Verfahren ist eine Methode zur Umwandlung von Aluminiumlegierungen in Gegenstände mit einem bestimmten Querschnittsprofil. Seine Vielseitigkeit ermöglicht für die Herstellung komplizierter Formen, die mit anderen Methoden schwierig oder kostspielig zu produzieren wären. Die Kernidee beruht auf dem Prinzip der plastischen Verformung - das Material wird durch eine geformte Öffnung (die Matrize) gedrückt, um dem Material die gewünschte Form zu geben.
Um das Verfahren zu verstehen, muss man die wichtigsten verwendeten Geräte kennen:
Strangpressen: Dies ist die Hauptmaschine, die die erforderliche Kraft aufbringt. Sie besteht aus einem Zylinder (Behälter), der den Aluminiumknüppel aufnimmt, und einem Stößel, der ihn presst. Pressen gibt es in verschiedenen Größen, die die maximal mögliche Profilgröße bestimmen.
Aluminium Billet: Dabei handelt es sich um das Rohmaterial, in der Regel ein massiver zylindrischer Block aus einer bestimmten Aluminiumlegierung, der auf die richtige Länge zugeschnitten ist.
Strangpresswerkzeug: Dabei handelt es sich um ein spezielles Werkzeug, das in der Regel aus gehärtetem Stahl besteht und eine oder mehrere Öffnungen aufweist, die den gewünschten Querschnitt des endgültigen Profils definieren. Das Design der Matrize ist entscheidend für den Erfolg Aluminium-Extrusion.
Container: Die Kammer in der Presse, in der der erhitzte Knüppel vor und während des Strangpressens unter Druck gehalten wird.
Das Grundkonzept ist einfach:
Ein erhitzter Aluminiumknüppel wird in den Behälter der Presse gelegt.
Ein starker Stempel übt Druck auf den Knüppel aus.
Das Aluminiummaterial kann nur durch die Öffnung(en) in der Matrize am anderen Ende des Behälters fließen.
Wenn das Aluminium durch die Matrize fließt, nimmt es die Form der Matrizenöffnung an und bildet ein kontinuierliches Profil.
Diese Methode ermöglicht komplexe Formen, einschließlich Hohlprofilen, unter Verwendung spezieller Werkzeuge (z. B. Bullaugenwerkzeuge).
Es gibt zwei Haupttypen von Aluminium-ExtrusionSie unterscheiden sich in erster Linie darin, wie sich der Knüppel und der Stößel relativ zur Matrize bewegen:
| Merkmal | Direkte Extrusion | Indirektes Strangpressen |
| Die Position | Stationär | Bewegt sich mit dem Stößel (oder der Knüppel ist stationär) |
| Knüppelbewegung | Bewegt sich relativ zu den Containerwänden | Feststehend in Bezug auf die Behälterwände |
| Reibung | Hoch (zwischen Knüppel und Container) | Niedriger (minimale Knüppel-/Behälterreibung) |
| Erforderlicher Druck | Anfangs höher, dann abnehmend | Beständiger, im Allgemeinen niedriger |
| Gemeinsame Nutzung | Die häufigste Methode für Standard-Aluminiumprofile | Verwendung für spezielle Legierungen oder komplexe Formen |
Bei ALUT verwenden wir hauptsächlich direkte Aluminium-Extrusion da es für die große Bandbreite an kundenspezifischen Profilen, die unsere Kunden benötigen, sehr effektiv ist, aber wir bewerten jedes Projekt, um die optimale Methode zu bestimmen. Das Verstehen dieser Definition ist der erste Schritt, um zu verstehen, wie Aluminium-Extrusion können Ihre Entwürfe profitieren.
Fällt es Ihnen schwer, sich vorzustellen, wie aus einem massiven Zylinder aus Aluminium ein langes, kompliziertes Profil wird? Stellen Sie die schrittweise Zuverlässigkeit dieser Fertigungstechnik in Frage? Lassen Sie mich Ihnen den Ablauf erklären, den wir verwenden.
Nach meiner Erfahrung als Produktionsleiter bei ALUT wird beim Strangpressen von Aluminium zunächst ein Aluminiumknüppel erhitzt und dann in die Strangpresse gelegt. Ein Stempel drückt das erweichte Metall durch eine spezielle Matrize und formt es. Das entstandene Profil wird dann sorgfältig abgekühlt, gestreckt und auf Länge geschnitten.
Die Aluminium-Extrusion Der Prozess ist zwar vom Konzept her einfach, umfasst aber mehrere sorgfältig kontrollierte Schritte, um sicherzustellen, dass das Endprodukt den Spezifikationen für Abmessungen, Festigkeit und Verarbeitung entspricht. Hier ein genauerer Blick auf den typischen Ablauf:
Am Anfang steht das Rohmaterial - der Aluminiumknüppel.
Der Knüppel, in der Regel ein massiver Zylinder aus einer bestimmten Aluminiumlegierung (wie 6061 oder 6063), wird auf eine für die Presse geeignete Länge zugeschnitten.
Anschließend wird es in einem Induktionsofen auf eine bestimmte Temperatur erhitzt. Diese Temperatur ist entscheidend: Sie muss heiß genug sein, um das Aluminium formbar zu machen, aber nicht so heiß, dass es schmilzt. Die genaue Temperatur hängt von der verwendeten Legierung ab. Anschließend wird es in einem Induktionsofen oder einem Ofen auf eine bestimmte Temperatur erhitzt. Diese Temperatur ist entscheidend: Sie muss heiß genug sein, um das Aluminium formbar zu machen, aber nicht so heiß, dass es schmilzt. Die genaue Temperatur hängt von der A
Nach dem Erhitzen muss der Knüppel schnell zur Presse transportiert werden, um einen erheblichen Wärmeverlust zu vermeiden.
Ein Schmiermittel (Trennmittel) kann auf den Knüppel und/oder den Stößel aufgetragen werden, um ein Festkleben zu verhindern.
Der erwärmte Knüppel wird in den Presscontainer geladen.
Dies ist der Ort, an dem die Gestaltung stattfindet.
Der Hydraulikzylinder übt einen enormen Druck (Kraft) auf den Knüppel aus.
Dieser Druck zwingt das erweichte Aluminium, durch den Weg des geringsten Widerstands zu fließen - durch die Öffnung(en) in der Strangpressdüse am Ende des Behälters.
Das Aluminium tritt aus der Matrize aus und hat seine genaue Querschnittsform angenommen. Dieses durchgehende Stück ist das Aluminium-Strangpressprofil.
Im Folgenden sind einige typische Parameter aufgeführt, die jedoch je nach Legierung und Komplexität des Profils erheblich variieren:
| Parameter | Typischer Bereich | Anmerkungen |
| Knüppeltemperatur | 350 - 500 °C (660 - 930 °F) | Legierungsabhängig |
| Extrusionsdruck | Stark variierend (MPa / PSI) | Abhängig von Legierung, Temperatur, Strangpressverhältnis |
| Extrusionsgeschwindigkeit | 1 - 60 Meter/Minute | Beeinflusst Finish und Temperaturkontrolle |
Da der heiße Aluminium-Extrusion Profil aus der Matrize austritt, muss es sofort abgekühlt werden.
Sie wird auf einen Auslauftisch gefahren, der häufig mit Kühlgebläsen oder Wasserabschreckungen (Sprays oder Bäder) ausgestattet ist.
Eine kontrollierte Abkühlung ist wichtig, um die gewünschten metallurgischen Eigenschaften (Anlassen) zu erreichen.
Das Profil ist noch nicht ganz fertig.
Nach dem Abkühlen auf annähernd Raumtemperatur wird das lange Strangpressprofil auf einen Stretcher gelegt.
Es wird an beiden Enden gegriffen und leicht gedehnt. Dadurch wird das Strangpressprofil begradigt, eine leichte Verdrehung korrigiert und das Aluminium etwas gehärtet. Dadurch wird das Strangpressprofil begradigt, leichte Verdrehungen werden korrigiert und das Aluminium wird etwas gehärtet.
Schließlich wird das gerichtete Strangpressprofil auf die vom Kunden gewünschte Länge zugeschnitten.
Je nach den gewünschten Endeigenschaften (Temperierung) kann eine weitere Verarbeitung erforderlich sein:
| Operation nach der Extrusion | Zweck | Gemeinsam für |
| Altershärtung (Alterung) | Erhöht die Festigkeit und Härte (z. B. T5, T6) | Legierungen der Serie 6xxx |
| Eloxieren | Verbessert die Korrosionsbeständigkeit, sorgt für Farbe | Architektonisch, dekorativ |
| Pulverbeschichtung | Sorgt für ein dauerhaftes Farbfinish | Verschiedene Anwendungen |
| Weitere Bearbeitungen | Bohren, Fräsen und Schneiden für spezifische Merkmale | Komplexe Teile |
Dieser schrittweise Prozess, wenn er professionell und mit einer guten Qualitätskontrolle, wie wir sie bei ALUT haben, durchgeführt wird, gewährleistet eine gleichbleibende und hohe Qualität. Aluminium-Extrusion Profile, die auf spezifische Bedürfnisse zugeschnitten sind.
Im Grunde genommen, Aluminium-Extrusion ist ein äußerst effektives und vielseitiges Verfahren zur effizienten Herstellung komplexer Aluminiumprofile. Wenn man versteht, wie es funktioniert, erschließt sich ein erhebliches Designpotenzial für verschiedene Anwendungen.