Sie müssen Aluminiumstangen für Ihr Design formen, sind aber besorgt, es richtig zu machen? Ich weiß, dass es schwierig sein kann, genaue Biegungen ohne Defekte zu erzielen, wenn es Ihnen an Erfahrung oder der richtigen Einrichtung fehlt.
Aus meiner Erfahrung als Lieferant kundenspezifischer Aluminiumteile weiß ich, dass das Biegen von Aluminiumstangen spezielle Techniken und Kenntnisse über das Material erfordert. Die Schwierigkeit hängt stark von der Legierung, dem Härtegrad, dem Durchmesser und dem gewünschten Biegeradius ab, aber mit der richtigen Herangehensweise und dem richtigen Wissen ist es definitiv machbar.
Das erfolgreiche Biegen von Aluminiumstäben eröffnet viele Verwendungsmöglichkeiten, von Strukturelementen und Gerüsten bis hin zu dekorativen und funktionalen Komponenten. Im Folgenden erfahren Sie, wie schwer das Biegen wirklich ist, welche Werkzeuge Sie dafür benötigen, welche Fallstricke Sie vermeiden sollten und wo die Grenzen liegen, bis zu denen Sie diese vielseitigen Stangen biegen können.
Wie schwierig ist das genaue Biegen von Aluminiumstangen?
Ein Projekt mit gebogenen Stäben zu beginnen, kann einschüchternd wirken. Wie schwer ist es, diese präzisen Kurven zu bekommen, ohne das Material zu ruinieren? Ich bespreche dies oft mit Kunden, die ihre Entwürfe planen.
Meiner Erfahrung nach ist der Schwierigkeitsgrad sehr unterschiedlich. Das Biegen von weichen Stäben mit kleinem Durchmesser zu großen Radien ist recht einfach. Das genaue Biegen von härteren Legierungen, größeren Durchmessern oder engen Radien erfordert jedoch mehr Geschick, die richtige Werkzeugausstattung und eine sorgfältige Kontrolle, um Probleme zu vermeiden.
Die wahrgenommene Schwierigkeit, Aluminiumstangen präzise zu biegen, hängt in erheblichem Maße von mehreren miteinander verknüpften Faktoren ab. Es ist keine einfache Ja-oder-Nein-Frage; die Aufgabe bewegt sich auf einem Spektrum von relativ einfach bis hin zu recht anspruchsvoll, das im oberen Bereich spezielle Kenntnisse und Ausrüstung erfordert.
Faktoren, die die Schwierigkeit des Biegens beeinflussen
Aluminium-Legierung: Die verschiedenen Aluminiumlegierungen weisen sehr unterschiedliche mechanische Eigenschaften auf, die sich direkt auf ihre Umformbarkeit auswirken.
Weichere Legierungen (z. B. 1100, 3003): Diese Legierungen haben eine geringe Streckgrenze und eine hohe Duktilität (Dehnung). Das bedeutet, dass sie sich bei geringer Kraft leicht verformen und an der äußeren Biegung stark dehnen können, ohne zu brechen. Das Biegen dieser Legierungen wird im Allgemeinen als einfach angesehen.
Mittelfeste Legierungen (z. B. 5052, 6063): Diese bieten ein ausgewogenes Verhältnis zwischen Festigkeit und Formbarkeit. Sie erfordern mehr Kraft als die Serien 1xxx oder 3xxx, lassen sich aber dennoch leicht biegen, vor allem in weicheren Zuständen.
Hochfeste Legierungen (z. B. 6061-T6, 2024, 7075): Diese Legierungen sind wesentlich stärker und weniger dehnbar. Sie erfordern wesentlich mehr Kraft zum Biegen, sind viel anfälliger für Risse (insbesondere am äußeren Biegeradius) und erfordern größere Biegeradien. Das genaue und fehlerfreie Biegen dieser Legierungen erfordert eine robuste Ausrüstung und eine sorgfältige Prozesskontrolle.
Temperament: Bei jeder beliebigen Legierung (insbesondere bei wärmebehandelbaren Legierungen wie 6061 oder 6063) ist der Härtegrad (durch Wärmebehandlung oder Kaltverfestigung erreichte Festigkeit) entscheidend.
O"-Zustand (geglüht): Der weichste, dehnbarste Zustand. Immer der am leichtesten zu biegende Zustand für jede Legierung.
T4 Temperament: Lösungsgeglüht und natürlich gealtert. Bietet einen guten Kompromiss - stärker als "O", aber immer noch deutlich besser formbar als T6.
T6 Temperament: Lösungsgeglüht und künstlich gealtert für maximale Festigkeit. Dieses Verfahren reduziert die Duktilität erheblich, so dass T6 der am schwierigsten zu biegende Zustand ist.
Stabdurchmesser: Stäbe mit größerem Durchmesser erfordern von Natur aus mehr Kraft zum Biegen als Stäbe mit kleinerem Durchmesser derselben Legierung und desselben Härtegrads, einfach aufgrund der größeren Menge des zu verformenden Materials. Die Biegeausrüstung muss für die erforderliche Kraft angemessen dimensioniert sein.
Biegeradius: Der Versuch, eine Stange mit einem engeren Radius zu biegen, als das Material aufgrund seiner Legierung, seines Härtegrads und seines Durchmessers vertragen kann, ist eine der Hauptursachen für Schwierigkeiten und Versagen (Risse/Brüche). Engere Biegungen führen zu einer stärkeren Beanspruchung des Materials. Das genaue Erreichen sehr enger Radien ist immer schwieriger.
Genauigkeitsanforderungen: Das Biegen einer Stange zu einer ungefähren Kurve ist einfacher als das Erreichen eines präzisen Winkels und Radius mit engen Toleranzen, wofür anspruchsvollere Werkzeuge und Messungen erforderlich sind.
Allgemeine Schwierigkeitsgrade
Wir können die Schwierigkeiten begrifflich zusammenfassen:
Großer Durchmesser, harte Legierung (6061-T6), enger Radius
Schwierig
Hohe Kraft, hohes Rissrisiko, erfordert Präzision
Daher wird beim Biegen von Aluminiumstangen kann Während das Biegen unter günstigen Bedingungen einfach ist, stellt das genaue Biegen von stärkeren Legierungen, größeren Abmessungen oder engen Radien eine große Herausforderung dar und erfordert entsprechende Kenntnisse, Werkzeuge und Techniken.
Welche Werkzeuge werden zum richtigen Biegen von Aluminiumstangen verwendet?
Ich weiß, dass das Biegen knifflig sein kann. Welche Werkzeuge brauche ich eigentlich, um es richtig zu machen und die Stange nicht zu beschädigen? Sich auf behelfsmäßige Methoden zu verlassen, führt oft zu schlechten Ergebnissen.
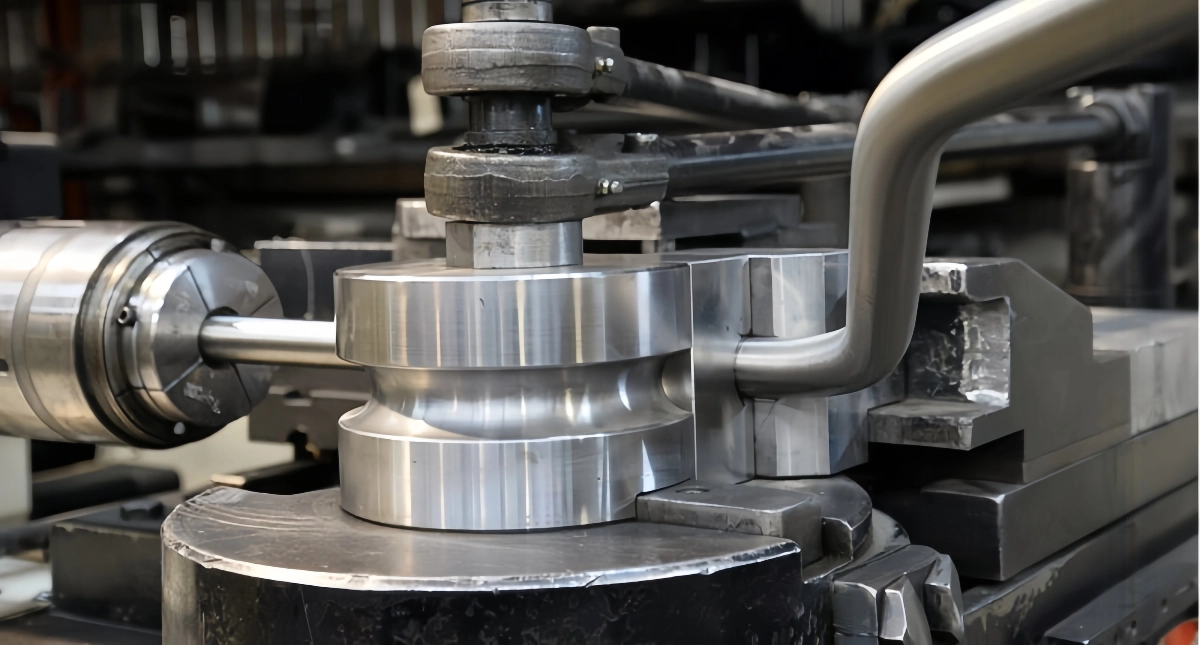
Bei der Herstellung verwenden wir Spezialwerkzeuge wie Rotationsbiegevorrichtungen, Dreiwalzenbiegevorrichtungen oder hydraulische Abkantpressen mit entsprechenden Werkzeugen, die für den jeweiligen Stabdurchmesser und den gewünschten Radius ausgelegt sind. Für kleinere, weichere Stangen gibt es Handbiegevorrichtungen.
Das erfolgreiche Biegen von Aluminiumstangen, vor allem mit Genauigkeit und ohne Fehler, erfordert in der Regel speziell für diese Aufgabe entwickelte Werkzeuge. Die Wahl des Werkzeugs hängt stark vom Durchmesser der Stange, der Legierung und dem Härtegrad, dem gewünschten Biegeradius und -winkel, der erforderlichen Präzision und dem Produktionsvolumen ab. Behelfsmäßige Methoden mit Schraubstöcken und roher Gewalt führen oft zu Knicken, ungenauen Biegungen oder Brüchen.
Allgemeine Biegewerkzeuge
Handgeführte Rohrbiegemaschinen:
Beschreibung: Manuelle Werkzeuge, oft hebelbetätigt, für Stangen mit kleinerem Durchmesser (typischerweise bis zu 1/2 Zoll oder vielleicht etwas größer, je nach Weichheit der Legierung). Sie verfügen in der Regel über vorgeformte Nuten oder Gesenke für gängige Radien.
Am besten geeignet für: Weiche Legierungen (1100, 3003, weiche 5052/6063), kleine Durchmesser, unkritische Biegungen, Heimwerkerprojekte, Reparaturen vor Ort, kleine Mengen.
Beschränkungen: Begrenzter Kraftaufwand, schwierige Erzielung hoher Präzision oder enger Radien bei stärkeren Materialien, hängt stark von den Fähigkeiten des Bedieners ab.
Rotierende Zugbiegevorrichtungen:
Beschreibung: Anspruchsvollere Maschinen (manuell, hydraulisch oder CNC), die die Stange einspannen und sie um eine rotierende Biegematrize ziehen. Sie verwenden häufig interne Dorne (obwohl dies bei massiven Stangen weniger üblich ist als bei Rohren) und Abstreifer/Druckstempel, um das Material während der Biegung zu stützen.
Am besten geeignet für: Erzielung hoher Präzision, Konsistenz und Qualität der Biegungen, insbesondere bei engeren Radien oder anspruchsvolleren Materialien. Geeignet für mittlere bis hohe Produktionsmengen. CNC-Versionen ermöglichen komplexe Mehrfachbiegefolgen.
Beschränkungen: Erfordert spezielle Werkzeuge (Matrizen) für jeden Stangendurchmesser und Biegeradius, höhere Kosten für die Erstausrüstung.
Dreiwalzenbieger (Winkelwalzen, Profilbieger):
Beschreibung: Maschinen mit drei einstellbaren Walzen (in der Regel in Pyramidenform), die den Stab beim mehrmaligen Durchlaufen allmählich krümmen.
Am besten geeignet für: Erstellen von Biegungen mit großem Radius, geschwungenen Kurven, Bögen, Spiralen oder vollständigen Kreisen. Kann je nach Maschinenkapazität eine Reihe von Stangengrößen verarbeiten.
Beschränkungen: Nicht geeignet für enge Radien. Das Erreichen von präzisen Anfangs- und Endpunkten für die Biegung kann im Vergleich zum Ziehbiegen eine Herausforderung sein.
Hydraulische Abkantpressen (mit V-Werkzeugen oder Radiuswerkzeugen):
Beschreibung: Obwohl sie in erster Linie für Bleche verwendet werden, können Abkantpressen, die mit entsprechenden V-Matrizen oder speziellen Radiuswerkzeugen ausgestattet sind, auch zum Biegen von Stangen verwendet werden, in der Regel für einfache Winkelbiegungen und nicht für glatte Kurven.
Am besten geeignet für: Erzeugt diskrete Winkelbiegungen in Stäben, die häufig für strukturelle Halterungen oder Stützen verwendet werden. Kann größere Durchmesser verarbeiten und erhebliche Kräfte aufbringen.
Beschränkungen: Neigt zur Markierung der Stange, kann zu Abflachungen führen, wenn das Werkzeug nicht ideal ist, weniger geeignet für glatte, kontinuierliche Kurven im Vergleich zu Walz- oder Ziehbiegemaschinen.
Maßgeschneiderte Vorrichtungen und Halterungen:
Beschreibung: Für spezifische, sich wiederholende Biegungen können maßgefertigte Vorrichtungen hergestellt werden, um die Stange zu führen und die Konsistenz bei manuellen oder einfacheren Biegeverfahren zu gewährleisten.
Am besten geeignet für: Verbesserung der Wiederholbarkeit in Low-Tech-Biegevorrichtungen für bestimmte Teilegeometrien.
Beschränkungen: Entwurf und Herstellung für jede einzelne Biegung erforderlich.
Biegewürfel: Das Primärwerkzeug mit dem gewünschten Radius, dem die Stange entspricht.
Klemmbacke: Hält den geraden Teil der Stange beim Biegen sicher fest.
Druckstempel: Übt Druck aus, um die Stange zu stützen, wenn sie um die Biegematrize gezogen wird.
(Optional) Dorn: Interne Abstützung, die in erster Linie für Rohre verwendet wird, aber manchmal auch für spezielle Biegesituationen von Stäben angepasst wird, wenn auch weniger häufig.
(Optional) Wischerstempel: Unterstützt den Innenradius kurz hinter dem Tangentenpunkt, um Faltenbildung zu verhindern (kritischer bei Rohren).
Bei der Auswahl des richtigen Werkzeugs müssen die Fähigkeiten des Werkzeugs (Kraft, Präzision, Radiuskapazität) mit den Anforderungen der jeweiligen Biegeaufgabe (Material, Durchmesser, Biegeanforderungen) abgestimmt werden. Die Verwendung von unterdimensionierten oder ungeeigneten Werkzeugen ist eine häufige Ursache für schlechte Ergebnisse.
Was sind häufige Fehler beim Biegen von Aluminiumstangen?
Okay, ich habe die richtigen Werkzeuge und Materialien. Auf welche Fallstricke muss ich achten, um beim Biegen der Stäbe keine teuren Fehler zu machen?
Nachdem ich viele Versuche gesehen habe, stelle ich fest, dass zu den häufigsten Fehlern die Wahl der falschen Legierung/Temperatur (zu hart), das Biegen enger als der Mindestradius, die Verwendung falscher oder beschädigter Werkzeuge, eine zu schnelle Kraftanwendung und eine unzureichende Unterstützung gehören, die zu Knicken oder Brüchen führt.
Das Biegen von Aluminiumstangen scheint einfach zu sein, aber einige häufige Fehler können zu unerwünschten Ergebnissen führen, wie z. B. gerissene Teile, ungenaue Abmessungen, Oberflächenschäden oder uneinheitliche Ergebnisse. Der erste Schritt zur Erzielung qualitativ hochwertiger Biegungen besteht darin, sich dieser Fallstricke bewusst zu sein.
Fehler 1: Falsche Material-/Temperaturauswahl
Fehler: Die Wahl einer Legierung oder eines Härtegrades, der für den beabsichtigten Biegeradius oder das Umformverfahren zu hart oder nicht dehnbar genug ist (z. B. der Versuch, eine enge Biegung in 6061-T6 zu machen).
Ergebnis: Rissbildung oder vollständiger Bruch beim Biegen, übermäßige Rückfederung, übermäßiger Kraftaufwand, der das Werkzeug oder das Teil beschädigen kann.
Prävention: Beachten Sie die Materialspezifikationen. Wählen Sie Legierungen wie 3003, 5052 oder 6063/6061 in weicheren Zuständen (O, T4, Hx2/Hx4) für starke Biegungen. Verstehen Sie den Kompromiss zwischen Endfestigkeit und Umformbarkeit.
Fehler 2: Verletzung des Mindestbiegeradius
Fehler: Der Versuch, die Stange um einen Radius zu biegen, der kleiner ist als der, den das Material aufgrund seines Durchmessers, seiner Legierung und seines Härtegrads sicher tolerieren kann.
Ergebnis: Hohe Zugspannungen an der äußeren Biegefläche führen zu Rissen oder Brüchen. Starke Druckbeanspruchung an der Innenfläche kann zu Knicken oder Verformungen führen.
Prävention: Ermitteln Sie immer den empfohlenen Mindestbiegeradius für die jeweilige Materialbeschaffenheit und halten Sie ihn ein. Verwenden Sie Werkzeuge mit dem richtigen Radius. Im Allgemeinen erlauben weichere Materialien/Temperaturen engere Radien.
Fehler 3: Verwendung ungeeigneter oder beschädigter Werkzeuge
Fehler: Verwendung von Werkzeugen, die nicht für den Stangendurchmesser ausgelegt sind, Verwendung abgenutzter oder beschädigter Matrizen (Kerben, raue Oberflächen) oder Verwendung behelfsmäßiger Vorrichtungen (z. B. Biegen über eine scharfe Kante in einem Schraubstock).
Ergebnis: Knicken, Abflachung (Ovalität, allerdings bei Vollstäben weniger ausgeprägt als bei Rohren), Oberflächenschäden (Kratzer, Furchen), ungenaue Biegewinkel oder Radien. Beschädigte Werkzeuge können Spannungserhöhungen erzeugen, die zu Rissen führen.
Prävention: Verwenden Sie Werkzeuge, die speziell für den Stangendurchmesser und die Art der Biegung ausgelegt sind (z. B. Rotationszugbiegematrizen, Walzbiegerollen). Stellen Sie sicher, dass die Werkzeuge glatt, richtig dimensioniert und in gutem Zustand sind. Verwenden Sie geeignete Stützmatrizen (Druckmatrize).
Fehler 4: Unzureichende materielle Unterstützung
Fehler: Die Stange wird während des Biegens nicht richtig abgestützt, insbesondere in der Nähe der Biegezone (dies gilt für das Pressbiegen oder weniger anspruchsvolle Verfahren). Bei Rohren gehört dazu auch das Weglassen eines Dorns, wenn dies erforderlich ist.
Ergebnis: Knicken, Ausbeulen oder Kollabieren des Stabprofils.
Prävention: Verwenden Sie Verfahren wie das Rotationszugbiegen mit Druckstempeln, die die Form der Stange unterstützen. Achten Sie auf die richtige Einspannung. Verwenden Sie für Rohre einen Dorn für enge Biegungen/dünne Wände.
Fehler 5: Falsche Biegegeschwindigkeit
Fehler: Zu schnelles Aufbringen der Biegekraft, insbesondere bei weniger dehnbaren Legierungen oder komplexen Biegungen.
Ergebnis: Erhöhte Belastung des Materials, höhere Wahrscheinlichkeit von Rissen oder Brüchen. Geringere Kontrolle über den endgültigen Winkel aufgrund von ungleichmäßiger Rückfederung.
Prävention: Verwenden Sie eine gleichmäßige, kontrollierte und konstante Biegegeschwindigkeit, die dem Material und der Methode angemessen ist.
Fehler 6: Keine Berücksichtigung der Rückfederung
Fehler: Biegen der Stange genau bis zum gewünschten Endwinkel ohne Berücksichtigung der elastischen Rückfederung.
Ergebnis: Der Endwinkel nach dem Loslassen der Kraft ist kleiner als vorgesehen.
Prävention: Beachten Sie, dass alle Materialien eine Rückfederung aufweisen. Sie muss durch eine leichte Überbiegung der Stange kompensiert werden. Die Höhe der erforderlichen Überbiegung hängt von der Legierung, dem Härtegrad, dem Radius und dem Winkel ab und wird oft durch Versuch und Irrtum oder durch Berechnung anhand von Materialdaten ermittelt. CNC-Biegemaschinen können die Rückfederungskompensation oft automatisch berechnen und anwenden.
Fehler 7: Unzureichende Schmierung
Fehler: Nichtverwendung eines geeigneten Schmiermittels zwischen der Stange und den Werkzeugen (insbesondere Biegestempel und Druckstempel).
Ergebnis: Erhöhte Reibung führt zu höheren Biegekräften, Oberflächenverschleiß, Kratzern, Werkzeugverschleiß und möglicherweise zum Reißen oder Brechen der Stangenoberfläche.
Prävention: Tragen Sie ein geeignetes, mit Aluminium verträgliches Biegeschmiermittel auf, um die Reibung zu verringern und den Materialfluss während der Verformung zu verbessern.
Die Vermeidung dieser häufigen Fehler durch sorgfältige Planung, Materialauswahl, geeignete Werkzeuge und eine kontrollierte Technik ist für ein erfolgreiches und genaues Biegen von Aluminiumstangen unerlässlich.
Wie groß ist der Mindestradius beim Biegen von Aluminiumstäben?
Ich brauche eine wirklich enge Kurve für meinen Entwurf. Wie stark kann ich eine Aluminiumstange tatsächlich biegen, bevor sie bricht oder schrecklich aussieht? Gibt es eine feste Grenze?
Der minimale Biegeradius ist keine Einheitsgröße, die für alle gilt. Basierend auf den Materialspezifikationen, mit denen ich arbeite, hängt er stark von der spezifischen Aluminiumlegierung, ihrem Zustand und dem Durchmesser der Stange ab. Weichere Legierungen im "O"-Zustand können manchmal mit einem Radius von fast Null auskommen, während für hartes T6 der 5-8-fache Durchmesser erforderlich sein kann.
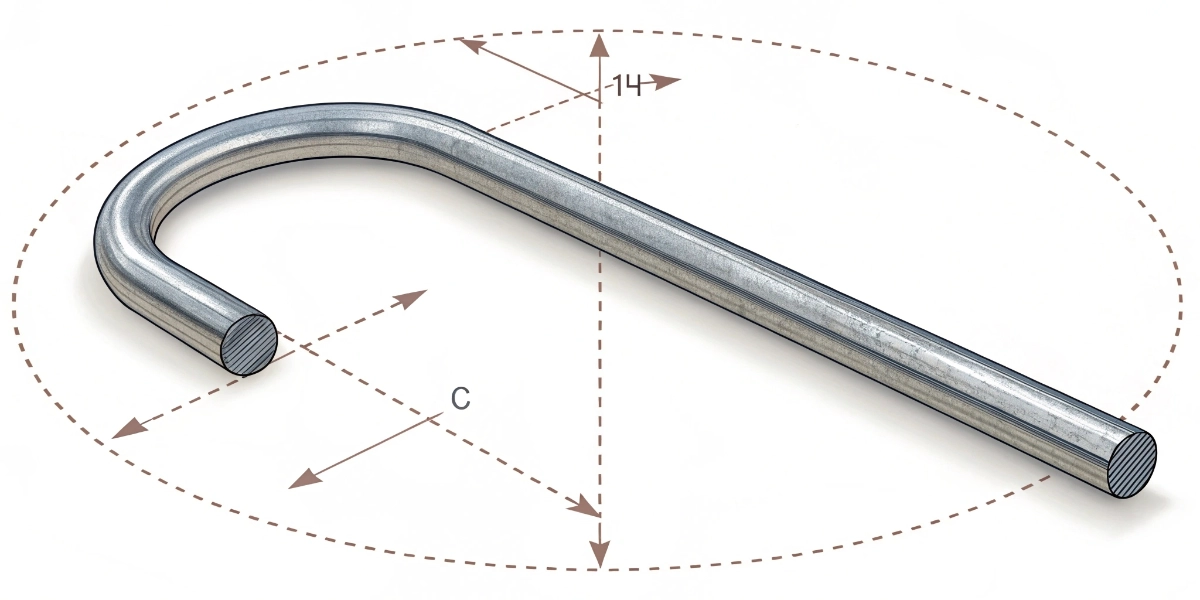
Der minimale Biegeradius (MBR) ist ein wichtiger Parameter bei der Konstruktion von Teilen mit gebogenen Aluminiumstangen. Er stellt den kleinsten Mittellinienradius dar, bis zu dem eine Stange gebogen werden kann, ohne dass es zu inakzeptablen Defekten wie Rissbildung, übermäßiger Verformung oder erheblicher Schwächung kommt. Der Versuch, eine engere Biegung als den MBR zu erreichen, ist eine häufige Fehlerursache.
Faktoren, die den Mindestbiegeradius bestimmen
Der MBR ist kein fester Wert, sondern hängt in erster Linie davon ab:
Aluminiumlegierung und Temperament: Dies ist der wichtigste Faktor.
Duktilität: Werkstoffe mit höherer Duktilität (höherer Dehnungsprozentsatz) können einer stärkeren Dehnung an der äußeren Biegefläche und einer Kompression an der inneren Fläche standhalten, was engere Biegungen ermöglicht. Geglühte ("O"-Anlass) Legierungen sind am dehnbarsten.
Stärke: Höherfeste Legierungen (wie T6) sind weniger dehnbar und erfordern größere Biegeradien, um Brüche zu vermeiden.
Stabdurchmesser (D): Während bei Blechen/Platten/Rohren oft die Dicke angegeben wird, beeinflusst bei Vollstäben der Durchmesser selbst die Dehnung. Der MBR hängt jedoch eher mit den Materialeigenschaften als direkt mit dem Durchmesser zusammen, obwohl größere Durchmesser im Allgemeinen Werkzeuge mit einem entsprechend größeren Radius erfordern, um glatte Ergebnisse zu erzielen. Häufig werden Richtlinien relativ zum Durchmesser angegeben (z. B. 2D-, 3D-Radius).
Biegeverfahren und Werkzeuge:
Methode: Mit Präzisionsmethoden wie dem Rotationszugbiegen lassen sich mit entsprechender Unterstützung oft etwas engere Radien erzielen als mit einfacheren Methoden wie dem Pressbiegen.
Qualität der Werkzeuge: Glatte, gut gewartete Werkzeuge minimieren Spannungskonzentrationen.
Annehmbare Qualitätsstufe: Die Definition einer "akzeptablen" Biegung beeinflusst den praktischen MBR. Wenn kleinere Oberflächenfehler oder leichte Abflachungen toleriert werden können, kann ein etwas engerer Radius verwendet werden, als wenn ein perfektes Profil und eine perfekte Oberfläche erforderlich sind.
Allgemeine Richtlinien (annähernd)
Die Angabe genauer MBR-Werte ist schwierig, da sie von spezifischen Bedingungen abhängen. Es gibt jedoch allgemeine Richtlinien, die oft als Vielfaches des Stabdurchmessers (D) ausgedrückt werden:
Legierung / Temperament Zustand
Typischer Mindestbiegeradius (Mittellinie)
Anmerkungen
Sehr weich / Hochgradig dehnbar:
1100-O, 3003-O
~ 1D bis 2D
Kann oft sehr enge Kurven in der Nähe von scharfen Ecken bewältigen.
Weich / Gute Dehnbarkeit:
5052-O, 5052-H32
~ 1.5D bis 3D
Sehr gute Formbarkeit, übliche Wahl für gebogene Teile.
6061-O, 6063-O
~ 1.5D bis 3D
Im geglühten Zustand sind diese Legierungen sehr gut verformbar.
Mittlere Festigkeit/Mäßige Duktilität:
6061-T4, 6063-T4
~ 3D to 5D
Biegbar, erfordert aber einen größeren Radius als O-Typ.
Hohe Festigkeit / geringe Duktilität:
6061-T6, 6063-T6
~ 6D bis 10D+
Schwierig zu biegen, hohe Rissgefahr.
2024-T3/T4, 7075-T6
Sehr groß / Oft nicht empfohlen
Sie gelten im Allgemeinen als schlechte Kandidaten für enge Biegungen.
Wichtige Vorbehalte:
Diese sind allgemeine Leitlinien nur. Konsultieren Sie immer die spezifischen Materialdatenblätter des Lieferanten oder führen Sie nach Möglichkeit Biegeversuche durch.
Die Qualität der Biegung (Glattheit, Fehlen von Rissen) ist von entscheidender Bedeutung. Wenn man sich zu sehr an das absolute Minimum hält, kann die Integrität beeinträchtigt werden.
Diese Radien setzen voraus, dass geeignete Werkzeuge und Techniken verwendet werden.
Praktische Implikationen
Entwurfsphase: Konstrukteure müssen den MBR frühzeitig im Konstruktionsprozess berücksichtigen. Die Festlegung eines Biegeradius, der enger ist als der Werkstoff, führt zu Fertigungsproblemen oder erfordert den Wechsel zu einer besser verformbaren (und möglicherweise schwächeren) Legierung/Temperatur.
Herstellung: Die Bediener müssen den MBR für die spezifische Stange, die sie biegen, kennen und sicherstellen, dass ihre Werkzeuge und die Einrichtung diese Grenze einhalten. Um die Rückfederung zu kompensieren, muss man auch wissen, wie sich das Material bei dem gewählten Radius verhält.
Der Versuch, deutlich enger als diese Richtlinien zu biegen, insbesondere bei härteren Legierungen oder unzureichenden Werkzeugen, führt mit hoher Wahrscheinlichkeit zu sichtbaren Rissen auf der Außenfläche oder in schweren Fällen zu einem vollständigen Bruch der Aluminiumstange. Wählen Sie im Zweifelsfall immer einen etwas größeren Radius.
Schlussfolgerung
Die Schwierigkeit beim Biegen von Aluminiumstangen hängt von der Legierung, dem Härtegrad und der Größe ab. Geeignete Werkzeuge wie Zugbiegevorrichtungen sind entscheidend. Vermeiden Sie häufige Fehler wie das Überschreiten von Mindestbiegeradien oder die Verwendung falscher Härtegrade, um Risse zu vermeiden und genaue, zuverlässige Ergebnisse für Ihre Konstruktionen zu gewährleisten.