Benötigen Sie spezielle Metallformen für Ihr Produkt, finden aber die Möglichkeiten auf dem Lager begrenzt? Ich weiß, wie frustrierend es ist, wenn Standardkomponenten nicht den speziellen Designanforderungen entsprechen.
Nach meiner Erfahrung in der Herstellung kundenspezifischer Komponenten zeichnen sich stranggepresste Aluminiumteile durch ihre gleichmäßige Querschnittsform aus, die durch das Pressen von erhitztem Aluminium durch eine spezielle Form entsteht. Wir stellen diese Teile für unzählige Anwendungen her.
Diese Herstellungsmethode ist unglaublich vielseitig und bei den richtigen Konstruktionen kostengünstig. Aber was genau macht ein Teil zu einer "Extrusion"? Wie funktioniert der Herstellungsprozess? Welche entscheidenden Vorteile bieten diese Bauteile, und woher kommt die bekannte Korrosionsbeständigkeit von Aluminium? Lassen Sie uns diese Punkte untersuchen.
Was genau ist unter stranggepressten Aluminiumteilen zu verstehen?
Man hört Begriffe wie Extrusionen, Profile und Formen. Aber was genau definiert Stranggepresste Aluminiumteile im Vergleich zu Teilen, die auf andere Weise hergestellt werden, z. B. durch Gießen oder maschinelle Bearbeitung?
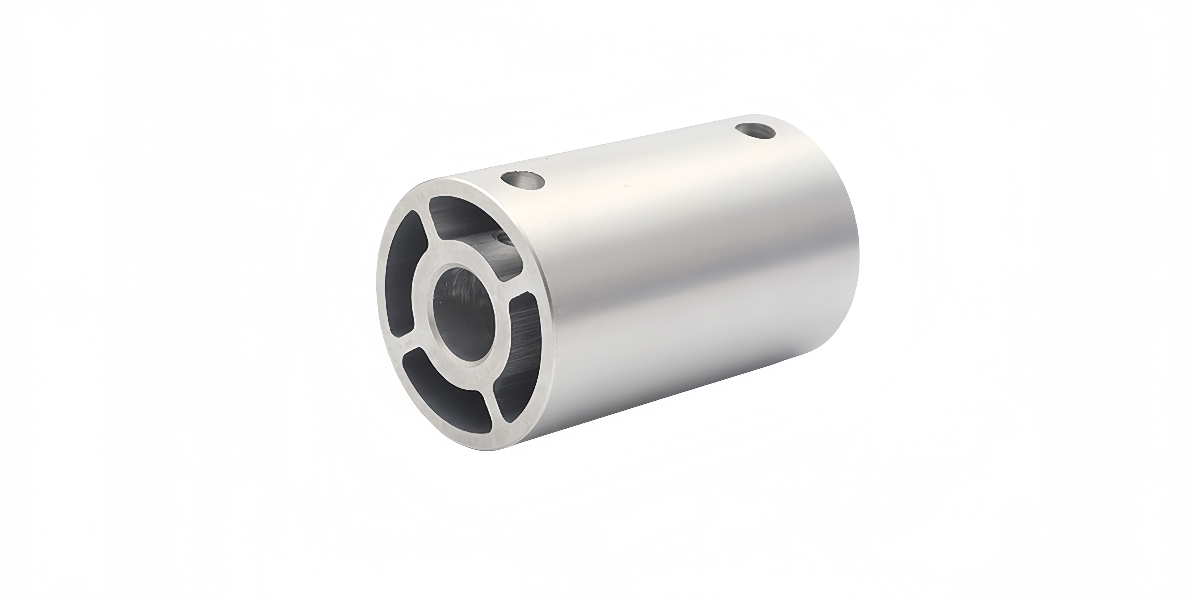
In meinem Fertigungsbetrieb sind stranggepresste Aluminiumteile Komponenten, die geformt werden, indem ein erhitzter Aluminiumknüppel durch eine Matrize gepresst wird, die den gewünschten Querschnitt aufweist. Bei diesem Verfahren entstehen lineare Teile mit einem einheitlichen Profil über die gesamte Länge.
Das entscheidende Merkmal von Stranggepresste Aluminiumteile liegt ausschließlich in ihrem Herstellungsverfahren und der daraus resultierenden Geometrie. Sie bestehen zunächst aus einem massiven Zylinder aus einer Aluminiumlegierung (einem Knüppel), der erhitzt wird, bis er formbar ist. Dieses heiße, weiche Aluminium wird dann unter hohem Druck durch eine gehärtete Stahlmatrize gepresst. In die Matrize ist eine Öffnung geschnitten, die genau der gewünschten Querschnittsform des endgültigen Teils entspricht.
Wenn das Aluminium durch diese Öffnung geschoben wird, nimmt es die Form der Matrize an und wird zu einem langen Stück, dessen spezifisches Profil über die gesamte Länge beibehalten wird. Dieses lange Stück wird dann abgekühlt, gerichtet und auf die erforderlichen Längen geschnitten, um die einzelnen Teile herzustellen.
Die wichtigsten Merkmale:
Gleichmäßiger Querschnitt: Dies ist die absolute Kennung. Wenn Sie das Teil an einer beliebigen Stelle entlang seiner Länge schneiden, wird die Querschnittsform gleich bleiben. Dies steht im Gegensatz zu gegossenen oder bearbeiteten Teilen, die in drei Dimensionen unterschiedliche Formen haben können.
Lineare Form: Strangpressprofile sind von Natur aus lineare Produkte, die in großen Längen hergestellt werden, bevor sie gekürzt werden.
Material: Hergestellt aus speziellen Aluminiumlegierungen, die aufgrund ihrer Strangpressbarkeit, Festigkeit und anderer erforderlicher Eigenschaften ausgewählt werden (z. B. 6063, 6061).
Die Lines (Subtle): Manchmal sind auf der Oberfläche sehr schwache, parallel zur Extrusionsrichtung verlaufende Linien zu sehen, die die Richtung des Materialflusses durch die Düse anzeigen.
Was sie nicht sind:
Es ist hilfreich, zu unterscheiden Stranggepresste Aluminiumteile aus Komponenten, die mit anderen Methoden hergestellt wurden:
Gussteile: Geformt durch Gießen von geschmolzenem Aluminium in eine Form. Sie können komplexe 3D-Formen aufweisen, haben aber nicht den gleichmäßigen Querschnitt von Strangpressprofilen und können unterschiedliche Materialeigenschaften (Porosität) haben.
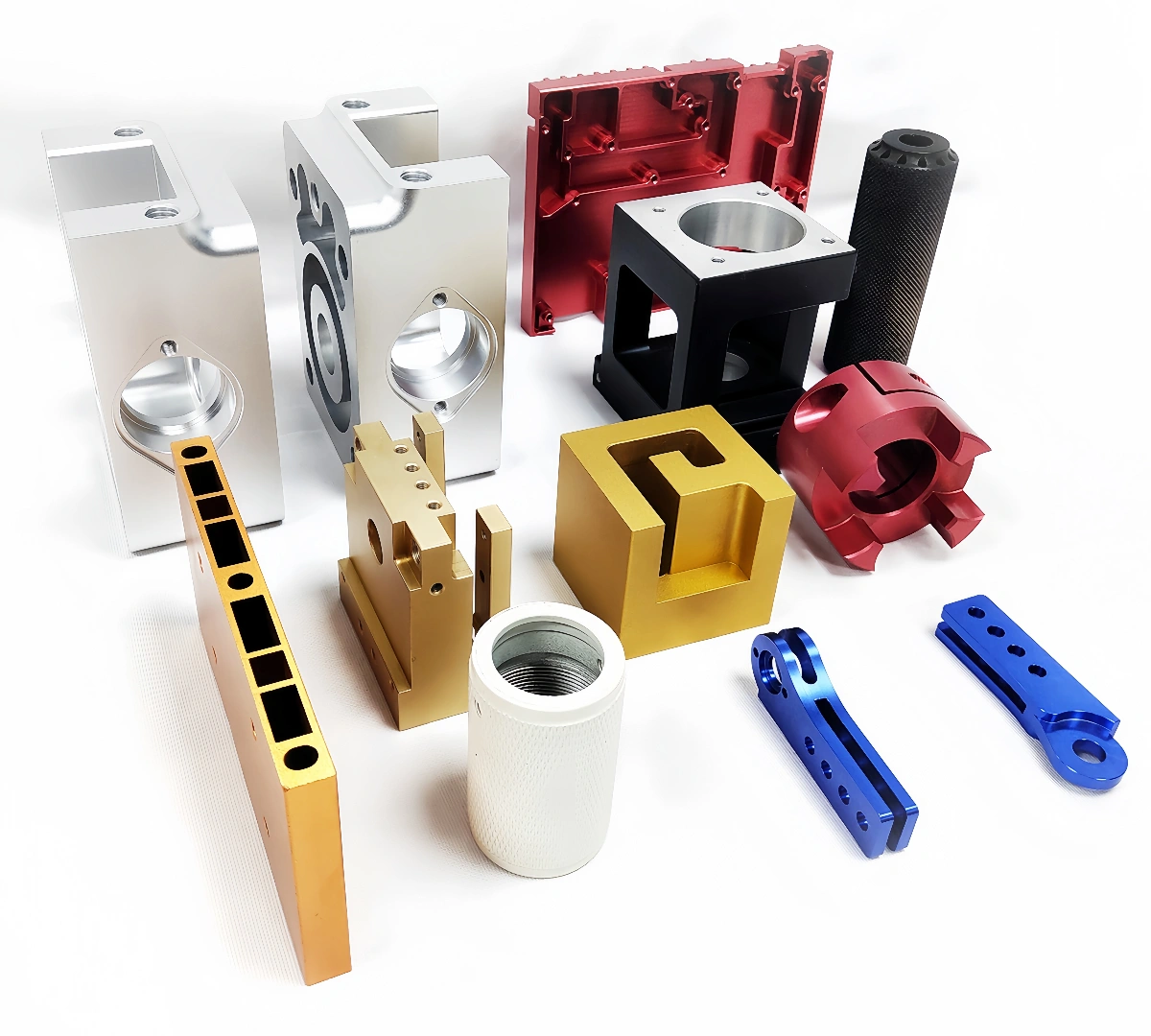
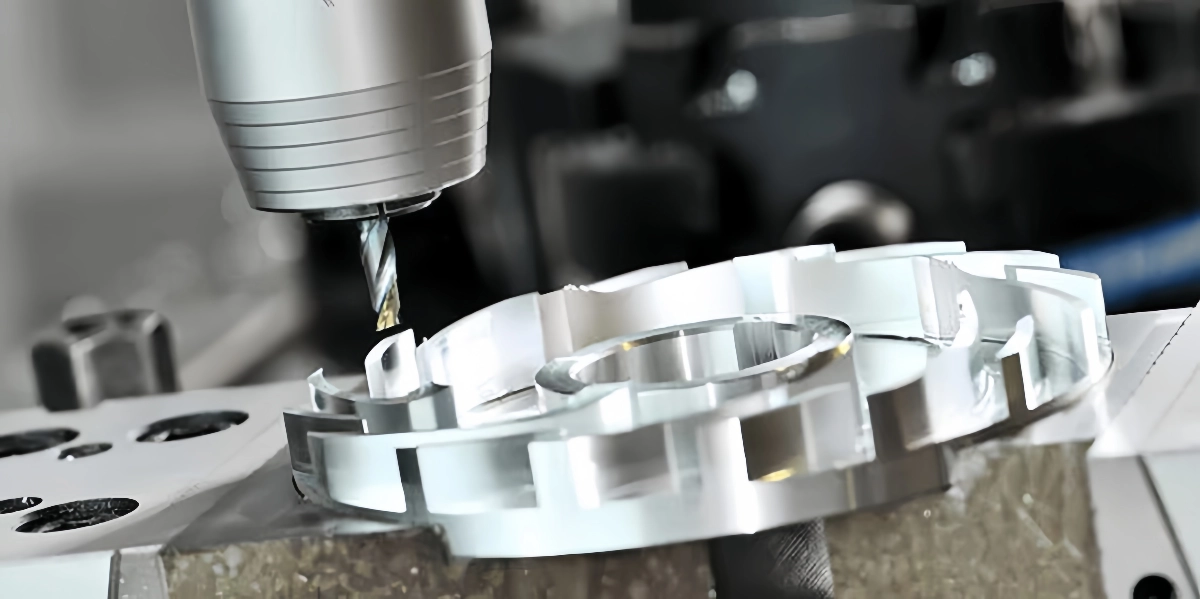
Bearbeitete Teile: Aus massiven Blöcken oder Platten mit CNC-Maschinen geschnitten. Sie können extrem komplexe 3D-Formen und eine hohe Präzision aufweisen, haben aber nicht das für Strangpressprofile typische gleichmäßige Profil über die Länge und verursachen in der Regel mehr Materialabfall.
Gestempelte Teile: Geformt aus dünnen Aluminiumblechen mit Hilfe von Stanzwerkzeugen. Begrenzt auf Formen aus Blech.
Die folgende Tabelle fasst die Definition zusammen:
Merkmal
Stranggepresste Aluminiumteile
Nicht-extrudierte Teile (Beispiele)
Herstellung
Gleichmäßig über die gesamte Länge
Gießen, Zerspanen, Stanzen, Schmieden
Querschnitt
Gleichmäßig über die gesamte Länge
Kann variieren (Gießen, maschinelle Bearbeitung)
Formular
Vorwiegend linear (vor dem Schneiden/Biegen)
Können komplexe 3D-Formen sein
Typische Formen
Profile, Kanäle, Winkel, Rohre, Vollmaterial
Motorblöcke, komplexe Gehäuse
Werkzeugbau
Strangpresswerkzeug
Form (Gießen), Schneidwerkzeuge (Bearbeitung)
Wenn ein Teil an beiden Enden die gleiche Form aufweist und diese Form über die gesamte Länge gleich bleibt, ist es sehr wahrscheinlich eines der vielen Stranggepresste Aluminiumteile die heute in der Industrie verwendet werden.
Wie werden stranggepresste Aluminiumteile normalerweise hergestellt?
Zu wissen, was sie sind, ist eine Sache, aber wie wird diese einheitliche Form eigentlich aus einem massiven Metallblock hergestellt? Wenn man den Prozess versteht, kann man die Möglichkeiten besser einschätzen.
Als Hersteller von stranggepressten Aluminiumteilen arbeiten wir nach einem präzisen Verfahren: Wir erhitzen einen Aluminiumblock, pressen ihn mit einer leistungsstarken hydraulischen Presse durch eine speziell geformte Stahlmatrize, kühlen das so entstandene Profil ab, strecken es gerade und schneiden es auf Länge.
Die Herstellung von Stranggepresste Aluminiumteile stützt sich auf das Aluminium-Strangpressverfahren, eine hocheffiziente Methode zur Herstellung linearer Bauteile mit konstantem Querschnitt. Dabei handelt es sich um eine bewährte industrielle Technik, die mehrere sorgfältig kontrollierte Schritte umfasst:
Schritt 1: Entwurf und Erstellung der Matrize
Blaupause: Der Prozess beginnt mit dem Entwurf des Strangpresswerkzeugs. Dies ist ein entscheidender Schritt, der in der Regel mit CAD-Software erfolgt. Die Matrize wird in der Regel aus hochfestem Werkzeugstahl (wie H13) hergestellt.
Bearbeitung der Öffnung: In den Matrizenblock wird eine Öffnung gefräst, die genau der Negativform des gewünschten Endprofils entspricht. Dies erfordert Fachwissen über den Metallfluss und die Prinzipien der Matrizenkonstruktion, um sicherzustellen, dass das Aluminium das Profil korrekt ausfüllt. Komplexe Profile können komplizierte mehrteilige Matrizen erfordern (z. B. Bullaugenmatrizen für Hohlformen). Eine Öffnung, die genau der Negativform des
Schritt 2: Knüppelvorbereitung und Erwärmung
Auswahl der Materialien: Es wird ein massiver, zylindrischer Block aus der gewählten Aluminiumlegierung (z. B. 6063, 6061), ein sogenannter Knüppel, ausgewählt. Die Qualität des Knüppels ist wichtig für gleichbleibende Ergebnisse.
Heizung: Der Knüppel wird auf eine geeignete Länge zugeschnitten und in einem großen Ofen (Induktions- oder Gasofen) gleichmäßig auf einen bestimmten Temperaturbereich erhitzt, in der Regel zwischen 400°C und 500°C (750°F - 930°F). Die genaue Temperatur hängt von der Legierung ab und macht das Aluminium weich und verformbar, aber nicht schmelzbar. Der Knüppel wird auf eine geeignete Länge geschnitten und in einem großen Ofen (induktiv oder gasbeheizt) gleichmäßig auf eine bestimmte Temperatur erhitzt.
Schritt 3: Extrusionsverfahren
Laden: Der erhitzte Knüppel wird schnell in den Behälter einer leistungsstarken hydraulischen Strangpresse befördert, die sich direkt hinter der Matrize befindet. Es kann ein Trennmittel aufgetragen werden.
Druck ausüben: Ein Hydraulikzylinder übt immensen Druck (Hunderte oder Tausende von Tonnen) auf die Rückseite des Knüppels aus.
Forcing Through Die: Dieser Druck zwingt das erweichte Aluminium, sich durch die geformte Öffnung in der Matrize zu quetschen, wobei es seine Profilform annimmt, wie Zahnpasta, die aus einer Tube gepresst wird.
Aufstrebendes Profil: Das Aluminium tritt auf der anderen Seite der Matrize als langes, kontinuierliches Stück mit dem gewünschten Querschnitt aus. Die Strangpressgeschwindigkeit wird sorgfältig kontrolliert.
Schritt 4: Abkühlen (Abschrecken)
Schnelle Abkühlung: Wenn das heiße Strangpressprofil die Matrize verlässt, wird es mit Hilfe von Luft, Wasserspritzern oder einem Wasserbad schnell abgekühlt. Dieser als Abschrecken bezeichnete Prozess ist entscheidend für das Erreichen der gewünschten metallurgischen Eigenschaften (Härte, Festigkeit) der Aluminiumlegierung. Die Abkühlungsgeschwindigkeit ist für bestimmte Härtegrade wie T5 oder T6 entscheidend.
Schritt 5: Dehnen und Richten
Berichtigung: Das lange, gekühlte Profil kann leichte Verdrehungen oder Krümmungen aufweisen. Es wird an beiden Enden von einem Recker gegriffen und leicht gezogen (ein kleiner Prozentsatz der Dehnung). Das lange, abgekühlte Profil kann leichte Verdrehungen oder Krümmungen aufweisen. Es wird an beiden Enden von einem Spannrahmen erfasst und leicht gezogen (
Ergebnis: Diese Streckung richtet das Profil genau aus und hilft, die beim Strangpressen und Abschrecken entstandenen inneren Spannungen abzubauen.
Schritt 6: Auf Länge schneiden
Endgültige Größenbestimmung: Das lange, gerade Profil wird an eine Endbearbeitungssäge übergeben, wo es in die vom Kundenauftrag vorgegebenen exakten Endlängen geschnitten wird, so dass die individuellen Stranggepresste Aluminiumteile.
Schritt 7: Alterung (Wärmebehandlung - optional)
Temperamentvolle Entwicklung: Bei bestimmten Härtegraden (z. B. T5, T6) werden die geschnittenen Teile einer abschließenden Wärmebehandlung unterzogen, die als Aushärtung (oder Ausscheidungshärtung) bezeichnet wird. Sie werden mehrere Stunden lang in einem Ofen bei einer bestimmten Temperatur (z. B. 170-190 °C) gehalten. Dieser Prozess ermöglicht die Ausscheidung von Legierungselementen im Metallgefüge, wodurch sich die Festigkeit und Härte des Endprodukts deutlich erhöht. Stranggepresste Aluminiumteile.
Diese sorgfältig orchestrierte Abfolge ermöglicht eine effiziente, hochvolumige Produktion von Diese sorgfältig orchestrierte Abfolge ermöglicht Stranggepresste Aluminiumteile mit einheitlichen Abmessungen und Eigenschaften.
Welche Vorteile bieten stranggepresste Aluminiumteile den Anwendern?
Warum sollte ich die Verwendung von Stranggepresste Aluminiumteile in meinem Entwurf anstelle von anders gefertigten Stahl-, Kunststoff- oder Aluminiumteilen? Was macht sie vorteilhaft?
Aus meiner Sicht als Lieferant dieser Komponenten sind die Hauptvorteile von stranggepressten Aluminiumteilen ein ausgezeichnetes Verhältnis von Festigkeit zu Gewicht, inhärente Korrosionsbeständigkeit, Designflexibilität für komplexe Profile und eine erhebliche Kosteneffizienz für geeignete Designs, die in großen Mengen hergestellt werden.
Verwendung von Stranggepresste Aluminiumteile in Produktdesign und -herstellung bietet eine überzeugende Kombination von Materialeigenschaften und Prozessvorteilen. Diese Vorteile machen sie zu einer bevorzugten Wahl in einer Vielzahl von Branchen und Anwendungen.
Die wichtigsten Vorteile:
Ausgezeichnetes Verhältnis von Stärke zu Gewicht:
Aluminium hat etwa ein Drittel der Dichte von Stahl, kann aber durch Legieren und Tempern eine hohe Festigkeit erreichen. Dies führt zu Stranggepresste Aluminiumteile die stark und gleichzeitig deutlich leichter als Stahl sind. Dies ist entscheidend für Anwendungen im Transportwesen (Automobil, Luft- und Raumfahrt, Bahn), für tragbare Geräte und Strukturen, bei denen eine Gewichtsminimierung für die Leistung, die Kraftstoffeffizienz oder die einfache Handhabung von Vorteil ist.
Inhärente Korrosionsbeständigkeit:
Aluminium bildet von Natur aus eine dünne, widerstandsfähige, transparente Schicht aus Aluminiumoxid auf seiner Oberfläche, wenn es der Luft ausgesetzt wird. Diese passive Oxidschicht schützt das darunter liegende Metall vor weiterer Oxidation und vielen Arten von Korrosion. Das macht Stranggepresste Aluminiumteile langlebig in verschiedenen Umgebungen, ohne dass schwere Beschichtungen erforderlich sind (obwohl Veredelungen wie Eloxieren diesen Schutz weiter verbessern können).
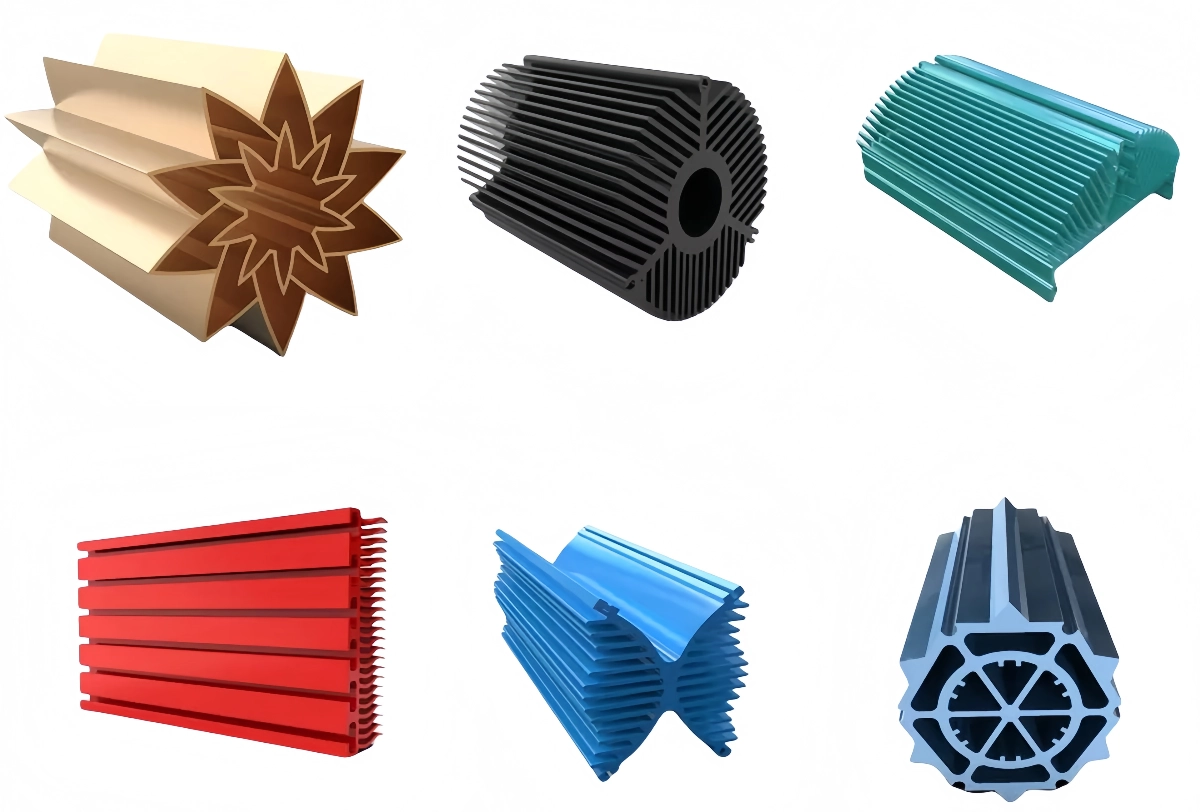
Flexibilität in der Gestaltung (komplexe Profile):
Das Extrusionsverfahren ermöglicht die Herstellung sehr komplizierter und komplexer Querschnittsformen, deren maschinelle Bearbeitung oder Montage schwierig oder kostspielig wäre. Konstrukteure können mehrere Funktionen in ein einziges Profil integrieren (z. B. Kanäle für die Verdrahtung, Schlitze für die Montage, Kühlrippen, strukturelle Rippen). Diese Fähigkeit, kundenspezifische Profile zu erstellen, eröffnet enorme Designmöglichkeiten.
Kosteneffizienz (Werkzeugbau und Volumen):
Auch wenn eine Extrusionsform eine Anfangsinvestition darstellt, sind diese Kosten oft deutlich niedriger als bei Formen für Druckguss oder Spritzguss.
Ist die Düse erst einmal hergestellt, ist der Extrusionsprozess selbst hocheffizient und kann hohe Produktionsraten erzielen, was zu niedrigen Stückkosten bei mittleren bis hohen Stückzahlen führt. Das macht Stranggepresste Aluminiumteile sehr wirtschaftlich und für das Design geeignet.
Gute thermische und elektrische Leitfähigkeit:
Aluminium ist ein hervorragender Wärme- und Stromleiter (wenn auch weniger als Kupfer). Das macht Stranggepresste Aluminiumteile ideal für Anwendungen wie Kühlkörper, Stromschienen, Schaltschränke und LED-Beleuchtungskomponenten.
Einfache Herstellung und Bearbeitung:
Aluminium lässt sich im Allgemeinen leicht schneiden, bohren, gewinden, stanzen und bearbeiten. Das bedeutet, dass Aluminium im Allgemeinen leicht zu schneiden, zu bohren, zu gewinden, zu stanzen und zu bearbeiten ist. Dies bedeutet Stranggepresste Aluminiumteile können leicht nachbearbeitet werden, um Merkmale hinzuzufügen, die beim Strangpressen allein nicht möglich sind. Sie sind auch leicht schweißbar (mit geeigneten Techniken und Legierungen).
Ästhetik und Ausstattungsoptionen:
Strangpressprofile können direkt aus der Matrize heraus eine gute Oberflächengüte erzielen. Sie sind auch sehr aufnahmefähig für eine breite Palette von Oberflächenbehandlungen, einschließlich Eloxieren (klar oder farbig), Pulverbeschichtung, Lackierung und mechanische Oberflächenbehandlungen (Polieren, Bürsten), was ein vielfältiges ästhetisches Erscheinungsbild ermöglicht.
Wiederverwertbarkeit:
Aluminium ist in hohem Maße und ohne Qualitätsverlust recycelbar und benötigt nur einen Bruchteil der Energie, die zur Herstellung von Primäraluminium benötigt wird. Verwendung von Stranggepresste Aluminiumteile zu einem nachhaltigeren Produktdesign beiträgt.
In dieser Tabelle sind die wichtigsten Vorteile zusammengefasst:
Vorteil
Beschreibung
Hauptnutzen für den Benutzer
Verhältnis Stärke/Gewicht
Hohe Festigkeit im Verhältnis zur geringen Dichte.
Diese kombinierten Vorteile machen Stranggepresste Aluminiumteile eine vielseitige und wertvolle Option für Ingenieure und Designer in vielen Branchen.
Was macht stranggepresste Aluminiumteile korrosionsbeständig?
Aluminium ist dafür bekannt, dass es lange hält, auch im Freien. Was gibt Stranggepresste Aluminiumteile ihre natürliche Fähigkeit, Rost und Korrosion zu widerstehen, die Stahl angreifen?
Nach meinem Verständnis von Werkstoffen sind stranggepresste Aluminiumteile korrosionsbeständig, weil Aluminium sofort mit dem Sauerstoff in der Luft reagiert und eine sehr dünne, widerstandsfähige, transparente und nicht reaktive Schicht aus Aluminiumoxid (Al₂O₃) auf der Oberfläche bildet. Diese passive Schicht versiegelt das Metall vor weiteren Angriffen.
Die hervorragende Korrosionsbeständigkeit von Stranggepresste Aluminiumteile ist einer ihrer wichtigsten Vorteile, denn sie ermöglicht den Einsatz in rauen Umgebungen, in denen sich Stahl oder andere Metalle schnell zersetzen würden. Diese Widerstandsfähigkeit ist nicht darauf zurückzuführen, dass Aluminium inert ist, sondern auf ein Phänomen namens Passivierung.
Die schützende Oxidschicht (Al₂O₃)
Sofortige Formation: Sobald eine frische Aluminiumoberfläche mit Sauerstoff in Berührung kommt (selbst mit der geringen Menge, die in normaler Luft oder Feuchtigkeit enthalten ist), reagiert sie schnell und bildet eine sehr dünne, in der Regel nur wenige Nanometer dicke Schicht aus Aluminiumoxid (Al₂O₃, auch bekannt als Tonerde).
Eigenschaften der Oxidschicht: Diese natürlich gebildete Oxidschicht ist:
Chemisch stabil: Aluminiumoxid ist in vielen üblichen Umgebungen sehr stabil und nicht reaktiv. Es zersetzt sich nicht leicht und reagiert nicht weiter.
Anhänglich und zäh: Es verbindet sich fest mit dem darunter liegenden Aluminiummetall.
Undurchlässig: Sie wirkt wie eine Barriere, die verhindert, dass Sauerstoff, Wasser und andere korrosive Stoffe das darunter liegende reaktive Aluminiummetall erreichen.
Selbstheilung: Wenn die Oberfläche zerkratzt wird und frisches Aluminium zum Vorschein kommt, bildet sich fast sofort eine neue schützende Oxidschicht, die die Barriere repariert, solange Sauerstoff vorhanden ist.
Transparenz: Die natürlich gebildete Schicht ist so dünn, dass sie im Wesentlichen transparent ist, d. h. sie verändert das metallische Aussehen des Aluminiumteils in der Regel nicht, es sei denn, sie wird unter bestimmten Bedingungen oder durch bestimmte Behandlungen dicker.
Der Vergleich mit dem Rosten von Stahl
Dieser Passivierungsprozess unterscheidet sich grundlegend vom Rosten von Eisen oder Stahl. Wenn Eisen rostet, bildet es Eisenoxide (Rost), die porös und schuppig sind und nicht gut haften. Durch den Rost können Feuchtigkeit und Sauerstoff weiterhin an das darunter liegende Eisen gelangen, was zu fortschreitender und oft zerstörerischer Korrosion führt. Aluminiumoxid hingegen bildet eine stabile, porenfreie Schutzschicht.
Faktoren, die die Korrosionsbeständigkeit von Aluminium beeinflussen
Die Korrosionsbeständigkeit ist zwar im Allgemeinen ausgezeichnet, aber die Stranggepresste Aluminiumteile kann beeinflusst werden durch:
Zusammensetzung der Legierung: Bestimmte Legierungselemente können die Korrosionsbeständigkeit leicht beeinflussen.
Al-Mg-Legierungen (Serie 5xxx): Hervorragende Beständigkeit, insbesondere in Meeresumgebungen.
Al-Mg-Si-Legierungen (6xxx-Serie, wie 6063, 6061): Sehr gute allgemeine Korrosionsbeständigkeit.
Al-Cu-Legierungen (Serie 2xxx) und Al-Zn-Legierungen (Serie 7xxx): Geringere Widerstandsfähigkeit, die oft Schutzbeschichtungen wie Verkleidungen oder Eloxierung erfordert.
Umwelt: Aluminium ist zwar resistent gegen atmosphärische Korrosion, kann aber von bestimmten Chemikalien angegriffen werden, insbesondere von starken Säuren und Laugen (in Umgebungen mit hohem oder niedrigem pH-Wert). Galvanische Korrosion kann auch auftreten, wenn Aluminium in direktem Kontakt mit einem edleren Metall (wie Kupfer oder Edelstahl) in Gegenwart eines Elektrolyts (wie Salzwasser) steht. Obwohl Aluminium gegen atmosphärische Korrosion resistent ist, kann es von bestimmten Chemikalien angegriffen werden, insbesondere von
Oberfläche: Behandlungen wie das Eloxieren verbessern die Korrosionsbeständigkeit erheblich, indem sie eine viel dickere, besser kontrollierbare Oxidschicht erzeugen. Lackierung und Pulverbeschichtung bilden eine Sperrschicht.
Verbesserung der Korrosionsbeständigkeit
Für Anwendungen, die eine noch höhere Haltbarkeit erfordern:
Eloxieren: Erzeugt eine kontrollierte, viel dickere (Mikrometer dicke) Oxidschicht, die die Korrosions- und Verschleißfestigkeit deutlich erhöht.
Pulverbeschichtung / Lackierung: Bietet eine dekorative und schützende Sperrschicht.
Chromat-/Nichtchrom-Umwandlungsbeschichtungen: Dünne chemische Beschichtungen werden zum Schutz oder als Vorbehandlung für Farbe/Pulver verwendet.
Diese Tabelle gibt einen Überblick über den Korrosionsmechanismus:
Merkmal
Passivierung von Aluminium
Stahl rostet
Reaktion Produkt
Aluminiumoxid (Al₂O₃)
Eisenoxide (Fe₂O₃-nH₂O, etc.)
Layer-Eigenschaft
Dünn, zäh, haftend, undurchlässig, stabil
Porös, schuppig, nicht haftend, instabil
Schutzniveau
Hoch (Schützt Metall vor der Umwelt)
Niedrig (Ermöglicht fortgesetzte Korrosion)
Selbstheilung
Ja (formt sich sofort neu, wenn es an der Luft zerkratzt wird)
Nein (Rost bildet sich weiter und blättert ab)
Diese inhärente Fähigkeit, eine stabile, selbstheilende Oxidschicht zu bilden, ist der Hauptgrund dafür, dass Diese inhärente Fähigkeit, eine stabile, selbstheilende Oxidschicht zu bilden, ist der Stranggepresste Aluminiumteile bieten eine ausgezeichnete Korrosionsbeständigkeit in vielen typischen Anwendungen.
Schlussfolgerung
Stranggepresste Aluminiumteiledie sich durch ihr gleichmäßiges Profil aus der Formgebung auszeichnen, bieten Vorteile wie das Verhältnis von Festigkeit zu Gewicht und Designflexibilität. Die Herstellung umfasst Erhitzen, Strangpressen, Abkühlen und Schneiden. Ihre natürliche Korrosionsbeständigkeit beruht auf einer schützenden, selbstheilenden Oxidschicht.