Are your electronic components running too hot, risking failure? I know how frustrating ineffective cooling can be in product design.
From my perspective, extruded heat sink profiles are specific aluminum shapes made by pushing heated metal through a die. I rely on them because their engineered fin structures efficiently dissipate heat, often providing better, more cost-effective cooling than generic options.
But what exactly makes a profile “extruded,” how does this process work, what benefits does it offer, and critically, how does the shape impact cooling? Let’s look closer.
What defines an extruded heat sink profile?
Trying to find the right off-the-shelf heatsink can feel like searching for a needle in a haystack. I’ve faced this challenge many times. Understanding profile types helps narrow it down.
In my experience, an extruded heat sink profile is defined by its constant cross-sectional shape created by forcing aluminum through a die. I recognize them by their linear form and specific fin geometry, designed for effective heat transfer.
An extruded heat sink profile is essentially a length of metal, almost always an aluminum alloy, that has been shaped by forcing it through a die with a specific opening. This process creates a part with a uniform cross-section along its entire length. Think of the shape you get when you push play-doh through a shaped stencil – that’s the basic idea. These long extrusions are then cut into shorter pieces to create individual heat sinks.
The defining characteristics stem directly from this manufacturing method:
Uniform Cross-Section: The shape you see when looking at the end of the profile remains the same from one end to the other.
Material: Typically made from aluminum alloys like 6063 or 6061, chosen for their good thermal conductivity, relatively low cost, light weight, and suitability for the extrusion process.
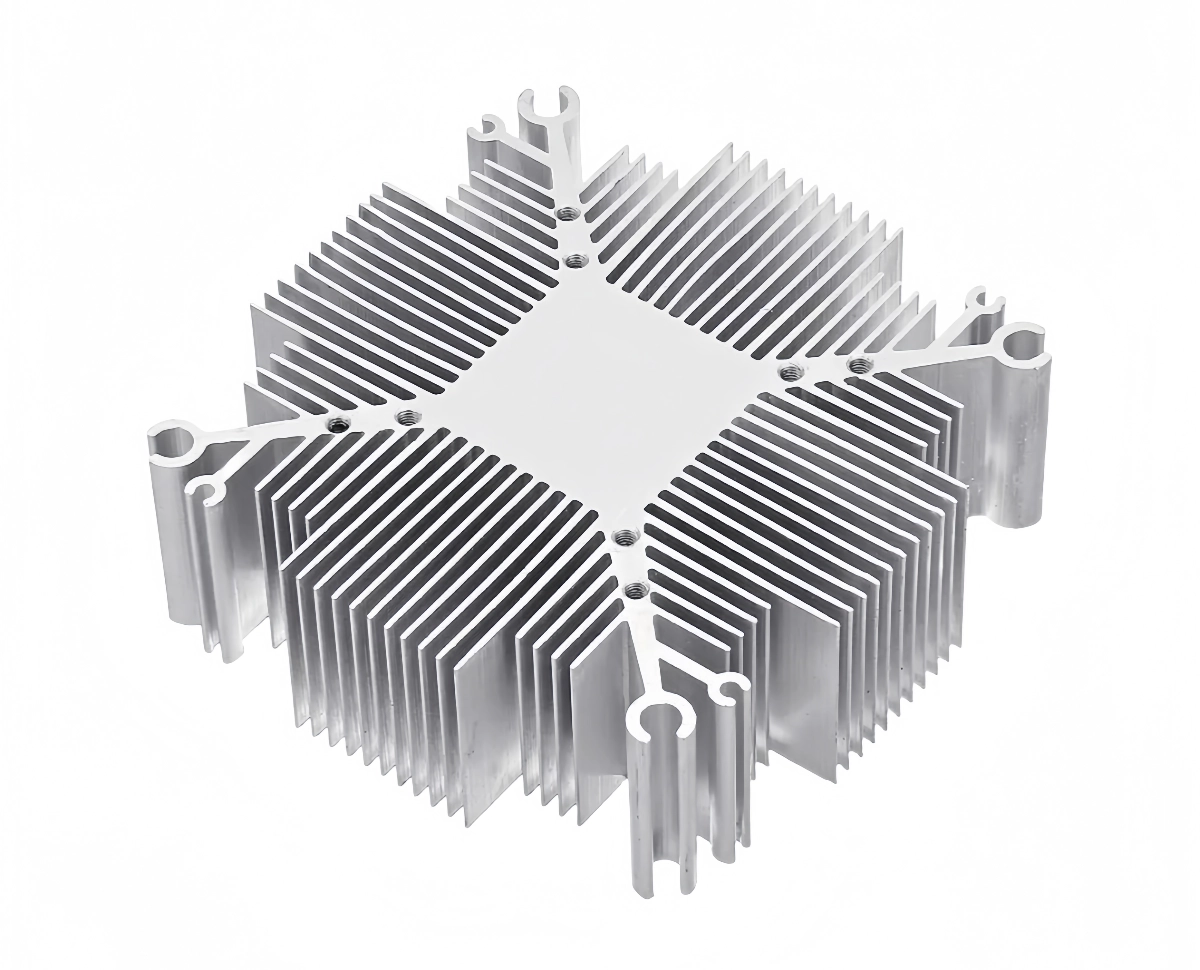
Key Features: Generally consists of a flat base (for mounting to the heat source) and multiple fins (protruding elements designed to increase surface area).
Core Components Breakdown
Understanding the typical parts of a profile helps in specifying or identifying them:
Base: The solid foundation of the profile. It needs to be flat and smooth to ensure good contact with the component generating heat. The base thickness is important for spreading heat effectively from the source out to all the fins.
Fins: These are the projections extending from the base. Their design is critical for performance. Key aspects include:
Height: How far they extend from the base.
Thickness: How substantial each fin is.
Pitch: The distance between adjacent fins.
Quantity: The total number of fins within the profile width.
Shape: Usually straight and parallel, but can have tapers, curves, or serrations.
Material Alloy: The specific type of aluminum alloy used impacts thermal conductivity, strength, machinability, and cost.
Identifying Extruded Profiles
You can usually identify an extruded profile by looking for:
A consistent shape along its length.
Features typical of extrusion, like parallel fins running the length of the part.
The absence of features that would require casting (complex 3D shapes) or extensive machining (undercuts not parallel to the extrusion direction).
Here is a table highlighting common alloys used:
Alloy Designation
Key Characteristics
Typical Thermal Conductivity (W/m·K)
Common Use Case Notes
6063-T5
Excellent extrudability, good finish
~200-218
The workhorse for standard heatsink profiles.
6061-T6
Higher strength, good machinability
~167-180
Used when more structural integrity is needed.
1050A / 1100
High purity, highest conductivity
~220-230
Softer, less strong; for max thermal performance.
Recognizing these defining features helps distinguish extruded profiles from those made by other methods like casting, stamping, or machining from solid block. Each method has its place, but extrusion offers a unique combination of design flexibility (in 2D) and cost-effectiveness for many thermal solutions.
How does aluminum extrusion create profiles?
Ever wondered how a simple block of aluminum gets transformed into those complex heatsink shapes with all the fins? It seemed complex to me initially, but the process is logical and efficient.
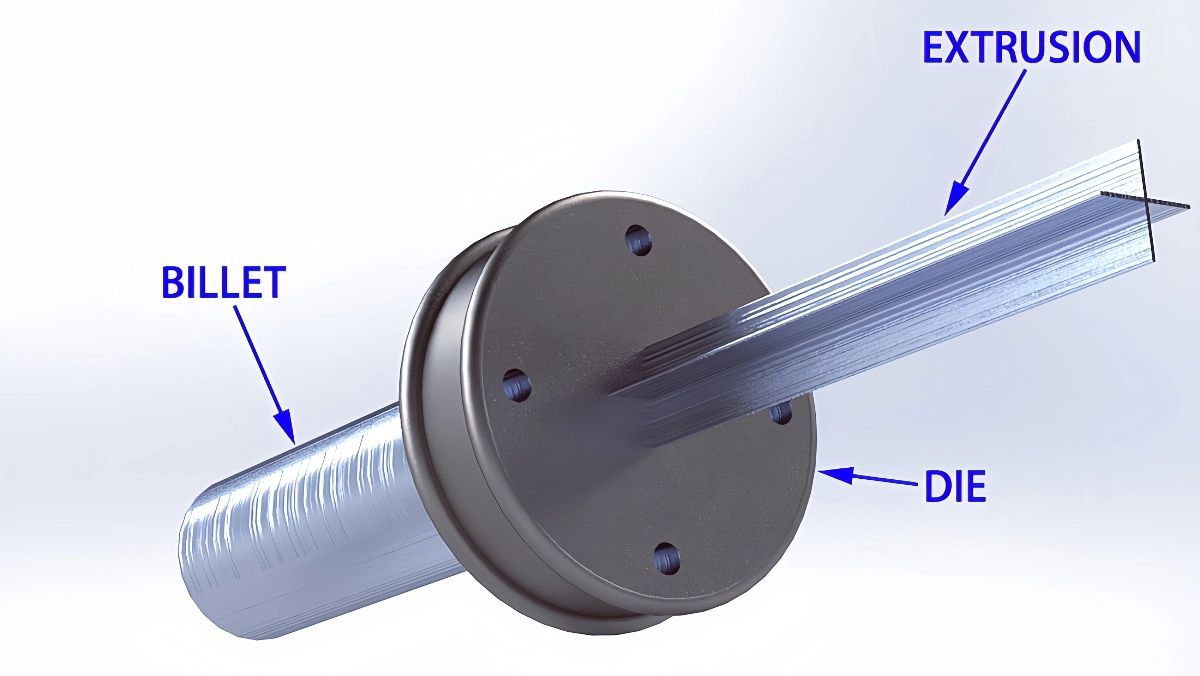
I’ve learned that aluminum extrusion works by heating a solid aluminum billet until it’s soft, then using immense pressure to force it through a steel die shaped like the desired profile. It’s like squeezing toothpaste, but with hot metal creating a continuous shape.
The creation of extruded heat sink profiles relies on the well-established industrial process of aluminum extrusion. This method is highly effective for producing parts with consistent cross-sections in long lengths, making it ideal for linear components like heat sinks. The process involves several key stages, transforming a raw aluminum billet into a precisely shaped profile.
Step-by-Step Extrusion Process
Die Preparation: Before extrusion can begin, a die must be created. This is typically made from hardened tool steel (like H13) and features an opening machined to the exact negative shape of the desired heat sink profile. The quality and precision of the die are critical for the final profile’s accuracy and surface finish. For complex profiles, multi-part dies might be necessary.
Billet Heating: A solid cylindrical log of aluminum alloy, known as a billet, is cut to a suitable length and placed in a large oven. It’s heated to a specific temperature, generally between 400°C and 500°C (750°F to 930°F), depending on the alloy. The aluminum does not melt but becomes soft and malleable, allowing it to be forced through the die. Uniform heating is vital.
Press Loading: The heated billet is quickly transferred to the extrusion press. A lubricant might be applied to the billet or die to reduce friction and prevent the aluminum from sticking. The billet is placed inside a container within the press.
Extrusion: A powerful hydraulic ram applies immense pressure (from hundreds to many thousands of tons) to the back of the billet via a dummy block. This pressure forces the softened aluminum to flow through the shaped opening(s) in the die. As it emerges, it takes on the die’s profile shape, exiting the press as a long, continuous piece. Extrusion speed is carefully controlled.
Cooling (Quenching): As the profile exits the die, it must be cooled rapidly. This controlled cooling, or quenching, is essential to achieve the desired metallurgical properties (temper, strength, hardness) for the specific aluminum alloy (e.g., T5 or T6 temper). Common methods include forced air cooling or passing the profile through a water bath or spray. The cooling rate must be carefully managed.
Stretching: After cooling, the long extrusion may have slight twists or bows. It is transferred to a stretcher, gripped at both ends, and pulled under tension. This straightens the profile accurately and helps relieve internal stresses developed during extrusion and quenching.
Cutting: Finally, the long, straight, cooled extrusion is moved to a saw station. Here, it is cut into the precise, specified lengths required for the final heat sink product.
Key Process Considerations
Die Design Complexity: Creating dies for intricate profiles with very thin or tall fins requires significant expertise to ensure metal flows evenly into all parts of the shape.
Alloy Selection: Different alloys extrude differently and require specific temperature and speed parameters.
Temperature Control: Maintaining precise billet and die temperatures is crucial throughout the process.
Quench Rate: The speed of cooling significantly impacts the final mechanical properties of the aluminum.
This table outlines the basic flow:
Stage
Action
Primary Purpose
1. Prep
Design & make steel die; Heat aluminum billet
Define shape; Soften metal
2. Extrude
Force heated billet through die via ram pressure
Form the continuous profile shape
3. Cool (Quench)
Rapidly cool the profile (air/water)
Lock in desired strength/hardness (Temper)
4. Stretch
Pull profile under tension
Straighten accurately; Relieve internal stress
5. Cut
Saw profile into final lengths
Create individual heat sink parts
Understanding these steps clarifies how the unique shapes of extruded heat sinks are achieved efficiently and consistently. The process allows for complex 2D shapes ideal for thermal management.
What advantages do extruded profiles provide?
Why choose extruded profiles when other manufacturing methods exist? I often recommend extrusion because the advantages align well with the needs of efficient cooling and cost-effective production.
From my viewpoint, the key advantages are significant cost savings on tooling and per part for volume production, great design flexibility for complex 2D shapes, and reliable thermal performance due to the material’s properties and manufacturing consistency.
Aluminum extrusion offers a compelling set of benefits that make it a highly popular and effective method for manufacturing heat sink profiles across diverse applications. These advantages relate to cost, design possibilities, performance, and material characteristics.
Economic Advantages
Lower Tooling Costs: Compared to the complex molds required for die casting or the extensive setup for unique machined parts, the initial cost of an extrusion die is often significantly lower. This makes custom profile designs more accessible, especially for medium production volumes.
Reduced Part Cost in Volume: Once the die is created, the extrusion process itself is relatively fast and material-efficient. This leads to a lower cost per piece as production volume increases, compared to methods like CNC machining which have a more constant, higher cost per part regardless of volume.
Minimized Material Waste: Extrusion is a near-net-shape process, meaning it forms the part very close to its final shape with minimal scrap. Subtractive processes like machining start with a larger block and cut material away, generating more waste (though recyclable, it has less value than the finished part).
Design and Customization Flexibility
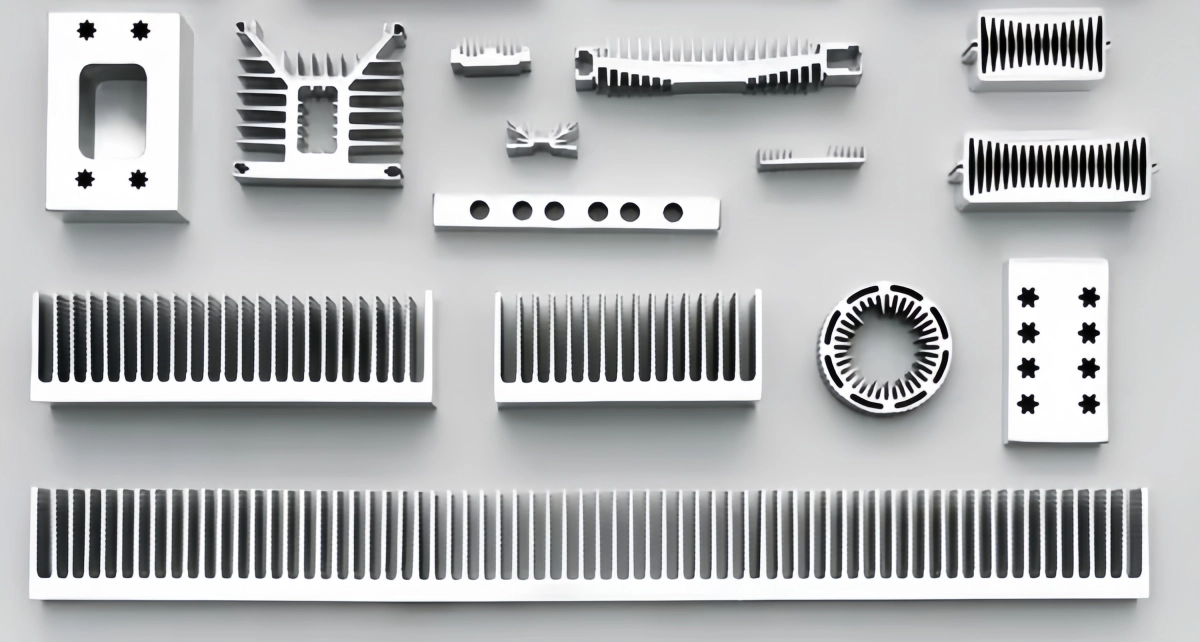
Complex Cross-Sections: Extrusion excels at creating intricate 2D shapes that run the length of the part. This is ideal for heat sinks, allowing designers to incorporate sophisticated fin geometries (tall, thin, dense, curved) precisely tailored to maximize surface area and optimize airflow for specific cooling requirements.
Integrated Features: Functional features like mounting slots (T-slots), screw channels, snap-fits, or alignment guides can often be designed directly into the extrusion profile. This integration can eliminate the need for secondary machining steps, reducing cost and simplifying assembly.
Variety of Sizes: The process can produce profiles ranging from very small (for tiny electronics) to very large (for industrial power equipment).
Performance Benefits
Good Thermal Conductivity: Aluminum alloys commonly used (6063, 6061) possess excellent thermal conductivity, allowing heat to transfer efficiently from the base to the fins.
Consistent Material Properties: Extrusion uses wrought alloys and high pressure, resulting in a dense, homogenous material structure free from the potential porosity sometimes found in castings. This ensures reliable and predictable thermal performance from part to part.
Surface Finish Options: Extruded profiles can readily accept various surface finishes, including anodizing. Black anodizing, in particular, can enhance radiative heat dissipation slightly, adding to the overall cooling effectiveness, while also providing corrosion protection and a desirable aesthetic.
Material Advantages
Lightweight: Aluminum’s low density makes extruded heat sinks much lighter than copper or steel alternatives, crucial for applications where weight is a concern.
Recyclability: Aluminum is highly recyclable without losing quality.
Here’s a comparison highlighting extrusion’s strengths:
Feature
Extrusion (Aluminum)
CNC Machining (Al)
Die Casting (Al/Zn)
Stamped (Al/Steel)
Tooling Cost
Moderate
Very Low
High
Moderate-High
Unit Cost (High Vol)
Low
High
Low-Moderate
Very Low
Design Complexity
High (2D Profile)
Very High (3D)
High (3D)
Low
Thermal Perf.
Good-Excellent
Excellent
Moderate-Good
Moderate
Material Waste
Low
High
Low
Low
These combined advantages make extrusion a go-to method for producing effective and economical heat sink solutions for countless electronic cooling challenges.
How does profile shape influence cooling?
You might see various extruded heat sink profiles with different fin shapes, heights, and spacing. Does it really matter? Absolutely. I’ve learned that the profile shape is fundamental to how well a heatsink works.
From my practical experience, the profile shape directly controls the surface area available for heat transfer and how easily air can flow through the fins. Optimizing fin density, height, and overall form factor for the specific airflow conditions is key to effective cooling performance.
The geometric shape of an extruded heat sink profile is not arbitrary; it is arguably the most critical factor determining its cooling performance. Every aspect of the shape—from the overall dimensions to the specific details of the fins—influences how effectively heat is transferred from the electronic component to the surrounding air. Understanding these relationships is essential for selecting or designing an appropriate profile.
Surface Area Maximization
The fundamental principle of a heat sink is to increase the surface area available for heat transfer. The profile shape directly dictates this area.
Fins: The primary purpose of fins is to dramatically increase the surface area compared to the flat base alone. Taller fins and a greater number of fins (higher density) generally lead to more surface area within a given footprint.
Fin Geometry: Simple straight fins are common, but more complex shapes (wavy, serrated, split) can slightly increase the surface area further and potentially introduce turbulence into the airflow, which can sometimes enhance heat transfer, particularly in forced convection.
Airflow Management
Heat dissipation relies heavily on convection – the transfer of heat to moving air. The profile shape significantly impacts how air interacts with the heat sink.
Fin Spacing (Pitch): This is crucial.
Natural Convection: Requires wider fin spacing. If fins are too close, they impede the natural upward movement of heated air, effectively choking the airflow and reducing performance.
Forced Convection: Allows for much closer fin spacing. A fan can push air through denser fin stacks, taking advantage of the increased surface area. However, even with fans, excessively dense fins can create high back pressure, potentially reducing the fan’s effectiveness.
Fin Height and Profile Width: Taller fins increase surface area but also create longer, potentially more restrictive channels for airflow. The overall width and the ratio of finned area to open area influence the total airflow resistance.
Orientation: The alignment of the fins relative to the airflow direction is vital. Air flowing parallel to the fins can move through the channels easily. Airflow perpendicular to the fins is largely blocked, drastically reducing cooling effectiveness.
Heat Spreading and Fin Efficiency
The profile shape also affects how efficiently heat spreads from the base out to the tips of the fins.
Base Thickness: A thicker base helps spread heat more evenly from the heat source across the bottom of all the fins. This is particularly important if the heat source is small compared to the heatsink base. An inadequate base thickness means outer fins receive less heat and contribute less to cooling.
Fin Thickness and Height (Aspect Ratio): Heat needs to conduct along the length of the fin to reach the surface where it transfers to the air. Fins that are too thin relative to their height have higher thermal resistance along their length. This means the fin tips will be significantly cooler than the base, reducing the average surface temperature and thus the heat transfer rate (lower “fin efficiency”). Thicker fins improve efficiency but use more material and reduce the number of fins possible.
Practical Shape Considerations
Standard vs. Custom: Standard profiles offer readily available shapes proven for common applications. Custom profiles allow tailoring the shape precisely to optimize performance for unique constraints (e.g., fitting around other components, matching a specific airflow pattern), but require tooling investment.
Mounting Features: The base shape must accommodate the required mounting method (holes for screws, channels for clips) without compromising heat spreading.
In essence, the ideal profile shape strikes a balance: maximizing surface area while minimizing airflow resistance for the given conditions (natural vs. forced convection, airflow velocity), ensuring efficient heat spreading from the base through optimally proportioned fins, and fitting within the available physical space. Choosing the right shape often involves trade-offs and may require thermal simulation or empirical testing for demanding applications.
Conclusion
Extruded heat sink profiles offer efficient, cost-effective cooling solutions. Understanding their definition, creation process, advantages, and how shape impacts performance helps you select or design the optimal profile for your needs.